
Fターム[4E026FA12]の内容
巻取り、巻戻し、材料蓄積装置 (1,294) | ドラム又は他のコイル保持具 (71) | 材質に特徴を有するドラム (14)
Fターム[4E026FA12]に分類される特許
1 - 14 / 14
リールゴムスリーブ及び鋼板の巻き取り装置

【課題】鋼板の巻き付け作業及びコイルの抜き取り作業を安全かつ確実に行うことが可能となり、かつ内径拡大に伴う切り換えに大がかりな作業を必要とすることなく、作業時間を大幅に短縮することを可能とするリールゴムスリーブ及び鋼板の巻き取り装置を提供する。
【解決手段】帯状の鋼板をコイル状に巻き取る鋼板の巻き取り装置1のテンションリール10に装着して用いられ、中空の円筒形状をなすリールゴムスリーブ13である。このリールゴムスリーブ13には磁性体材料からなる収容部13eが設けられ、該収容部13eには永久磁石30が内蔵されている。この永久磁石30は、リールゴムスリーブ13の軸方向に平行な回転軸31を有して回転可能にリールゴムスリーブ13に内蔵されている。これにより、永久磁石30の磁極の向きは、リールゴムスリーブ13の外周面の接線方向及び径方向を含む面で変更可能とされる。
(もっと読む)
コイルの内径変化抑制用アタッチメント及び装着方法

【課題】単純な構造で、コイルに発生する内径変化の抑制と、マンドレルの拡径及び縮径に追随することが可能な、コイルの内径変化抑制用アタッチメントを提供する。
【解決手段】コイルSCの内径側に形成されたコイル側内径空間14へ、コイルSCと同軸に挿入したアタッチメント本体4と、コイルSCの径方向へ進退可能な複数のマンドレルセグメント12に設けた突起部6を備え、マンドレルセグメント12を、アタッチメント本体4の内径側に形成されたアタッチメント本体側内径空間16へ挿入し、アタッチメント本体4は、アタッチメント本体4の径方向に貫通する複数の貫通孔18を備え、突起部6は、マンドレルセグメント12がコイルSCの外径側へ変位すると、貫通孔18を貫通してアタッチメント本体4の外径面から突出し、コイルSCの内径面を押圧する。
(もっと読む)
内径紙管および金属帯の巻取方法
【課題】金属帯のコイル内径に発生するリールマークおよびセグメントマークの防止に有効なに内径紙管を提供すると共に、その内径紙管への金属帯の巻取方法を提案する。
【解決手段】紙管の外周面にゴム層を有すると共に、そのゴム層の外周面の1箇所に金属帯の厚さの2.5倍以上の段差の縦壁部と外周方向長さが10mm以上のテーパ部からなるレ型の切込部を紙管軸方向に設けた内径紙管の外周に金属帯を巻き付けるに際して、巻き取る金属帯の先端部分を巻取リール外周の曲率半径以下に湾曲変形させた後、その形状矯正した金属帯の先端部分をゴム層に設けた切込部に当接し、その後、金属帯の巻き取りを開始する。
(もっと読む)
金属帯コイルの結束方法および巻取りスリーブ
【課題】幅狭な金属帯であっても巻き取った後の金属帯コイルをバラけることなく簡便に結束する。
【解決手段】金属帯処理ラインの巻き取り設備における巻き取り軸に、表面軸方向に凹溝4を2つ以上設けた円筒状スリーブ2を装着し、当該スリーブに所望の金属帯を巻き取った後、金属帯コイル1を円筒状スリーブ2とともに巻き取り軸から外し、取り外した前記円筒状スリーブ2の凹溝4にバンド3を通して巻き取った金属帯コイル1のみを縛り、その後に巻き取った金属帯コイル1からスリーブ2を抜き取る。
スリーブに所望の金属帯を巻き取った後、円筒状スリーブの凹溝にバンドを通して巻き取った金属帯コイルのみを縛り、金属帯コイルを円筒状スリーブとともに巻き取り軸から外し、その後に巻き取った金属帯コイルからスリーブを抜き取ってもよい。
(もっと読む)
巻取りドラムの製造方法並びに巻取りドラム
本発明は、巻取り炉で使用される巻取りドラム(5)の製造方法並びに巻取りドラム(5)に関する。本発明に係る方法は、巻取りドラム本体(6)上に、表面層(7)を含むトリニッケルアルミナイドを形成する工程を含んでいる。 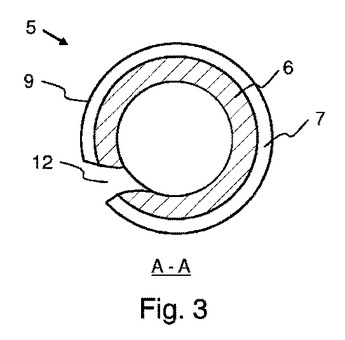 (もっと読む)
(もっと読む)
拡縮可能なコイラドラム
周囲に配置された半径方向に動く拡縮セグメント(2)と、ドラム本体(3)と、引張棒(4)とを備えたコイラドラム(1)において、拡縮セグメント(2)、ドラム本体(3)及び引張棒(4)の中の一つ以上が磁石として構成されている。そのようなコイラドラムの操作方法は、拡縮セグメント(2)、ドラム本体(3)及び引張棒(4)の中の一つ以上を電磁石として構成して、その電磁石の電圧は、ストリップの始端を巻き取る時に印加を開始し、圧延中は低下させて、ストリップを巻き出す時に再び上昇させるものと規定している。  (もっと読む)
(もっと読む)
アルミ系金属条の巻取用スプール及びスリッティング装置
【課題】輸送中にコイル中心からずれたり脱落したりすることがなく、かつ、より廉価で提供することができるアルミ系金属条の巻取用スプールを提供すること。
【解決手段】
アルミ系金属条の巻取用スプールは、外周面が平滑なリング状であって、アルミニウム合金を用いたダイカストにより製造されていることを特徴とする。このスプールを、コイル状に巻かれたアルミニウム又はアルミニウム合金よりなる金属帯板を繰り出しながら幅の狭い複数の金属条にスリットし、スリットした複数の金属条をコイル状に巻き取るスリッティング装置の巻軸に取り付ける。
(もっと読む)
ゴムスリーブ
【課題】コイル装入時に損傷しにくく、コイル装入が容易なゴムスリーブを提供する。
【解決手段】金属帯コイルを巻き戻すペイオフリールのマンドレル部に装着されるゴムスリーブ8であって、該ゴムスリーブ8は、一方の端部側に縮径部12を備える。
(もっと読む)
薄鋼板の巻取り装置及び薄鋼板の巻取り方法
【課題】強力な磁石を用いることなく、巻取り開始時のCPC,EPC制御をすることができ、もってゴムスリーブを装着した場合でも巻きずれの発生を防止することができる方法を提供する。
【解決手段】電磁石を内蔵した巻取りドラム5と、巻取りドラムに装着され、磁性体3を装着したゴムスリーブ1と、ベルトラッパー10とを備え、薄鋼板の巻取り開始時に、前記電磁石を励磁するとともに巻取りドラムを回転させ、かつ、ベルトラッパーが巻取りドラムを包み込むように移動してベルトラッパーのベルトを駆動させて、薄鋼板の先端を巻取りドラムに装着された前記ゴムスリーブに吸着させ、吸着したことを検出すると薄鋼板の幅方向位置制御を行なって薄鋼板を巻取りドラムに巻き取る。
(もっと読む)
薄鋼帯の巻き取り方法
【課題】 コイル内周に発生する耳波等の形状不良を抑制するにあたり、操業上の制約のない薄鋼帯の巻き取り方法を提供する。
【解決手段】 ゴムスリーブを装着したテンションリールに薄鋼帯を巻き取る際に、ゴムスリーブのデュロメータタイプAによる硬さHと、巻き取り張力T(MPa)との間に下記(1)〜(3)式が成り立つように巻き取る。
T≦0.5H−10 (1)
10≦T (2)
65≦H<90 (3)
(もっと読む)
コイル内径保持冶具およびそれを用いたコイル挿入方法
【課題】鋼帯コイルをペイオフリールに挿入するときに、コイル内径部に内径垂れが発生しているコイルでも通常のコイルと同様に作業性を損なうことなくコイル挿入作業を行うためのコイル内径保持治具およびそれを用いたコイル挿入方法を提供する.
【解決手段】鋼帯コイルの内径部装着して、該コイル内径部に発生する内径垂れを防止するコイル内径保持治具であって、前記鋼帯コイルの内径より大きな長径を有する楕円状のゴムリングと、該ゴムリングの内側に設けられた支持板とを有することを特徴とするコイル内径保持冶具およびそれを用いたコイル挿入方法。
(もっと読む)
細片材料及びワイヤ材料を冷却する方法及び装置
本発明は、細片製品又はワイヤ製品を冷却する方法であって、焼鈍しに続いて、製品3がその酸化温度より下の約20〜50℃の温度まで冷却される方法に関する。本発明は、製品3が相互に並列に巻かれて位置するようにされ、その後数回の巻きの後にドラム1から巻きを解かれるように、製品3を、焼鈍経路の下流直近でドラム1の周りに巻き付けることを特徴とし、製品3が所望温度まで冷却されるような巻き回数で、前記製品がドラム1に巻き付けられ、ドラム1に、製品3が塑性変形によって機械的に影響を受ける直径よりも大きな直径が与えられる方法。  (もっと読む)
(もっと読む)
圧延板のエンドマーク発生を防止するシリンダーリング
本発明は、熱間圧延又は冷間圧延工程において、調質圧延された圧延板がマンドレルに巻き取られる過程で圧延板の幅方向に発生する段差跡であるエンドマークを防止するシリンダーリングに関するものであり、弾性材から製作され、内部にマンドレル30が挿着され、外周面に圧延板50がコイル状に巻き取られる。本発明のシリンダーリング200、300、400は、外周面に、軸方向中心線に対して一定角度で傾くように円周に沿って突条部210及び凹溝部220からなる複数の凹凸部が形成されるか、あるいは全外周面にわたってエンボスのような複数の突起部410が一定間隔で設けられる。よって、本発明のシリンダーリング200、300、400は、突条部210、310又は突起部410と接する圧延板50の先端部51の部位が少なく、圧延板のエンドマーク発生が防止され、これにより圧延板50も良好になる利点がある。  (もっと読む)
(もっと読む)
薄板金属帯の巻き取り装置、薄板金属帯の巻き取り方法、コンピュータプログラム及びコンピュータ読み取り可能な記録媒体
【課題】薄板金属帯の巻き取り装置におけるコイルスリップ疵の発生を予知できるようにする。
【解決手段】所定の処理が施された薄板金属帯を巻き取ってコイルを製造する際に、上記薄板金属帯を巻き取るための巻き取り軸におけるドライブ側の巻き取り径を検出する第1のレーザセンサと、上記巻き取り軸におけるワークサイド側の巻き取り径を検出する第2のレーザセンサとを設け、上記巻き取り軸におけるドライブ2側の振れ量とワークサイド3側の振れ量との位相差を検出するようにして、金属帯巻き取り軸の真円度をコイルの巻き始めから巻き終わりにいたるまで連続的に、かつ高精度に測定できるようにすることにより、常に振れ回り量が小さい状態でコイルを巻き取ることができるようにして、スリ疵の発生を防止してコイル製造における歩留まりを大幅に向上できるようにする。
(もっと読む)
1 - 14 / 14
[ Back to top ]