
Fターム[4E029EA02]の内容
Fターム[4E029EA02]に分類される特許
1 - 7 / 7
金属製中空材の製造方法、同製造装置および金属製中空材

【課題】高い寸法精度を有する金属製中空材の製造方法等を提供する。
【解決手段】金属材料のビレットから中空材を押出成形する押出工程中に、前記中空材の外表面から中空部に至る貫通孔を断続的に形成する。貫通孔から中空部に外部の空気が供給されるため、中空部71が過度に低圧になることを防止することができ、これにより薄肉であっても中空材の変形を軽減または防止して、高い寸法精度を有する金属製中空材を得ることができる。
(もっと読む)
デッキパイプ成形方法

【課題】デッキパイプを材料置換し、軽量化と高剛性化の両立を図る。
【解決手段】自動車の車幅方向に配設されるデッキパイプの成形方法であって、中実の棒状の母材を加熱後、断面の板厚が不均一となるよう母材の中心部を押出成形により押し出して中空パイプ2を形成し(第1工程)、その後加熱された状態で中空パイプ2を金型3に搬入し、バルジ成形により長手方向に径の異なる断面形状を形成する(第2工程)。
(もっと読む)
鉄道車両用押し出し形材及び鉄道車両用構体
【課題】2つの面板部の間の空間(デッドスペース)を利用して、吊り溝レールを突出させることなく、後加工により簡単に形成する。
【解決手段】側構体を構成する押し出し形材11は、第1および第2の面板部11a,11bに直交する方向に延びそれらをつなぐ複数の鉛直ウエブ部11cとを有する。第2の面板部11bにおいて、隣り合う鉛直ウエブ部11cの間に対応する部分に、内装材取り付け用の支持ボルト挿入用の長孔11fを形材長手方向に後加工により形成することで吊り溝部を形成可能である。第2の面板部11bの外表面側に、鉛直ウエブ部11cの間に対応する部分の幅方向の中心において、形材長手方向に延びる微小凸部11eが形成されている。各鉛直ウエブ部11cには、長孔11fが設けられている側から支持ボルトTの頭部高さに対応する位置に、面板部11a,11bに平行に延び支持ボルトTの頭部T1の挿入を規制する規制凸部11dが形成されている。
(もっと読む)
膨張弁の製造方法
【課題】押出し加工によりボディの外形および所定の貫通孔の下孔を同時に成形する膨張弁の製造方法において、その下孔が偏在または変形していても安定した切削による仕上げ加工を可能にする。
【解決手段】押出工程においては、所定の金型およびマンドレルを用いてビレットが押し出されることにより、ボディの外形と貫通孔の下孔とが同時に成形される。マンドレルには下孔を成形する円形状の外周面の周方向に沿って所定の間隔で設けられた凹部が複数配置されており、押出工程を経ることにより下孔の円形状の内周面に半径方向内向きに突出する複数の凸部が形成される。切削工程においては、そのいずれかの凸部の先端部から切削が開始される。
(もっと読む)
マイクロチャネル管を押出しする装置および方法
銅などの非アルミニウム金属または非アルミニウム合金からマイクロチャネル管(402)を押出しする装置および方法が提供される。マイクロチャネル管は、2つの長方形の形状のビレット(404、406)を同時に押出しすることによって形成され、マイクロチャネル管の上部分とマイクロチャネル管の下部分とを平行に生成する。上部分および下部分は次いで、押出しプロセス中に結合され(例えば、ダイアセンブリ内において)、マイクロチャネル管(402)を生成する。  (もっと読む)
(もっと読む)
冷蔵庫の熱交換器用パイプ及びその製造方法
【課題】冷媒管の内部を流れる冷媒と伝熱板との間の熱伝達効率を従来よりも向上させたものであり、製造の容易な冷蔵庫の熱交換器用パイプ及びその製造方法を提供する。
【解決手段】伝熱部Hと連絡部Jとが繰り返して形成された冷媒管1と、上記冷媒管1の側面から突出するように一体に形成された伝熱板2とを備えたものであり、この伝熱板2は、上記の伝熱部Hにのみ設けられており、連絡部Jには設けられておらず、この連絡部Jが湾曲したものである冷蔵庫の熱交換器用パイプを提供する。
(もっと読む)
押出し複合異形材及び同時に押出された2つの個別管を巻取り装置により別々に巻取る方法
本発明は、押出し複合異形材(10)、及び同時に押出された2つの個別管(20,30)を巻取り装置により別々に巻取る方法に関する。本発明による押出し複合異形材(10)は、薄い結合個所を介して互いに結合されている少なくとも2つの個別管(20,30)から成っている。個別管(20,30)の結合により、押出しプレス(A)から出る個別管連続体(20,30)は、同じ押出し進出速度(v1)で出る。続いてこの押出し進出速度(v1)は速度調整装置(D)において均一な速度(v2)に調節され、それから分離装置(E)において複合異形材(10)が、個別管連続体(20,30)に分離され、個別管連続体(20,30)が巻取られる。押出し進出速度(v1)と(v2)に等しい巻取り速度(v3)の整合により、同時にプレスされる複数の押出し異形材の巻取りが安価に可能になる。 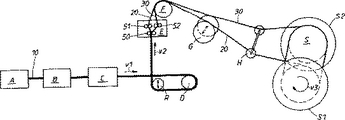 (もっと読む)
(もっと読む)
1 - 7 / 7
[ Back to top ]