
Fターム[4E048AA00]の内容
打抜き、穴抜き (1,365) | トリミング (55)
Fターム[4E048AA00]の下位に属するFターム
Fターム[4E048AA00]に分類される特許
1 - 12 / 12
フローティングカッターユニットおよびトリミングプレス加工装置
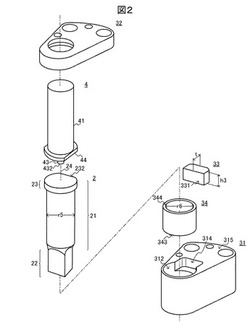
【課題】フローティングカッターの交換容易性を実現しつつ、高い取付け精度を維持可能なフローティングカッターユニットを提供する。
【解決手段】フローティングカッターユニット1は、フローティングカッター2、フローティングカッター2を保持するホルダセット3、ホルダセット3に対するフローティングカッター2のα方向移動を制限するダンパ4を備え、ホルダセット3は、ホルダ31、ホルダプレート32、ホルダ31の貫通穴に嵌合されたブッシュ34を有する。ブッシュ34は、固体潤滑剤が分散され、フローティングカッター2のシャンクが摺動する摺動層を内周に有し、フローティングカッター2のシャンク部がゼロまたはマイナスクリアランスで挿入される。ホルダプレート32は貫通孔を有し、フローティングカッター2の尾端に軸心24上でピストンロッド43が接触したダンパ4をこの貫通孔に挿入した状態でホルダ31に重ね合わされる。
(もっと読む)
形状が複雑な成形品製造のための超高強度鋼鉄成形体製造方法

【課題】加工深さが深い難成形製品を製造するのに適した超高強度鋼鉄成形体製造方法を提供する。
【解決手段】本発明の超高強度鋼鉄成形体製造方法は、硬化能を有する鋼板シートを大まかな形状にブランキングして切断するシート用意段階と、前記鋼板シートを冷間プレス成形して最終製品の高さの50〜80%の形態に成形する冷間成形段階と、前記冷間成形された製品を完成品の外郭線に沿って精密に裁断するトリミング段階と、前記トリミングされた製品をオーステナイト化される700℃以上に加熱した後、加熱された状態で残りの20〜50%の熱間プレス成形と同時に急冷させる熱間成形及び冷却段階とを備えることを特徴とする。
(もっと読む)
カッター装置
【課題】金型による板状ワークのプレス成形に並行して板状ワークの周縁部を切断する場合における切り屑の発生を防止することが可能なカッター装置を提供する。
【解決手段】下切刃101と、切断位置および退避位置の間を移動可能な可動切刃102と、板状ワーク110に切れ目111・112を形成するとともに切れ目111・112の終端112aから板状ワーク110の周縁部110aの外周端に抜ける切れ目113を形成する第一上切刃104と、終端112aから引き続いて切れ目114を形成する第二上切刃105と、を具備し、第一上切刃104のエッジ104bを可動型の移動方向から見て下切刃101に向かって膨出させ、第二上切刃105を第一上切刃104よりも固定型から離れた位置に配置し、第二上切刃105における第一上切刃104寄りの端部を可動型の移動方向から見て第一上切刃104と重複させたカッター装置100を金型に設けた。
(もっと読む)
トリミングプレス型
【課題】トリミング時に切欠部を同時加工するかしないかを選択的に切換可能であることを前提としながらも、切欠部を同時加工しない場合において当該切欠部に相当する部分での歪みや変形の発生を未然に防止できる型構造を提供する。
【解決手段】製品部領域Pからのスクラップ領域Sのトリミングと同時に切欠部Qを加工しない場合には、上下のトリミング切刃6,7同士が噛み合った後であって且つ補助トリミングダイ4がワークWに接触する前に上型2の下降を停止する。故にワークWに歪み等が発生しない。上記トリミングと同時に切欠部Qを加工する場合には、上下のトリミング切刃6,7同士が噛み合うとともに上下の切欠部用切刃8,9同士が噛み合うまで上型2の下降を継続する。
(もっと読む)
高強度部品の製造方法および高強度部品
【課題】高温成形後に1200MPa以上の強度を得ることができる耐水素脆性に優れた高強度部品の製造方法及び高強度部品を提供する。
【解決手段】質量%でC:0.1〜0.55%、Mn:0.1〜3%、Si:1%以下、S:0.03%以下、P:0.1%以下、N:0.01%以下を含有し、残部Fe及び不可避的不純物からなる化学成分を含有する鋼板を用い、Ac3〜融点までに鋼板を加熱した後、フェライト、パーライト、ベイナイト、マルテンサイト変態が生じる温度より高い温度で成形を開始し、成形後に金型中にて冷却して焼入れを行い高強度の部品を製造した後にて剪断加工を行う工程にて、加熱雰囲気が水素量6%以下かつ露点15℃以下である場合は、切断面の破断面長さと板厚の比率が80%以下またはだれ長さと板厚の比率が7.0%以下とする。
(もっと読む)
トリミングプレス型
【課題】ポンチフェースへの切粉の付着をなくしてワークの傷付きを未然に防止する。
【解決手段】下型1であるポンチ5と上型であるセクショナルダイ10とのせん断作用により製品部領域Dから非製品部領域Sをトリミングする際に、同時に下型1に付帯する下スクラップカッタ6と上型2に付帯する上スクラップカッタ11とのせん断作用により非製品部領域Sを複数のスクラップ細片Smに細分割する。ポンチ5と下スクラップカッタ6との間に隙間Gを設けるとともに、下スクラップカッタ6の先端面6bに磁石12を設け、トリミング時に発生した切粉Mを隙間Gを通して下方に落下させつつ吸着する。また、別の磁石13でトリミング加工の対象となるワークWを吸着支持する。
(もっと読む)
プレス型構造
【課題】スクラップスペースが広くがとれスクラップシュートを急傾斜角度とし切断したスクラップを型外に円滑に排出するようにしたプレス型構造を提供する。
【解決手段】固定の下型1に対して下降及び上昇する上型2とからなり、下型1にはワークの端縁を切断するための下トリム刃3を備えており、上型2には下型1に載置されたワークを押さえるパッド5と下型1に備えたカム台9によって進退案内し下トリム刃3とによってワークの端縁を切断するための上トリム刃7を有している受動カム6とを備え、カム台9の下方に切断したスクラップを型外に排出するスクラップシュート4を配置したプレス型において、カム台9を下型1に受動カム6を進退案内する正規位置から上方向に回転可能に軸支し、下型側にカム台9を上方回転する持ち上げリフタ12を備え、上型2に上方回転したカム台9を正規位置に戻すためのカム台戻し用カム13を備えた。
(もっと読む)
回転カッター装置を備えたプレス剪断金型
【課題】複雑なカム工程を追加しないで、一工程で、ワーク端縁部の水平部分と縦壁部分部を同時に剪断加工でき、作業工数及び時間を大幅に減少することができるプレス剪断金型を提供する。
【解決手段】下部面に上側固定刃5を具えた上部ダイセット1と、上部面に下側固定刃8を具えた下部ダイセット6とからなるプレス金型に、工作物の縦壁部分を剪断する回転カッター装置10を結合したものであって、回転カッター装置は、上部ダイセットの下側適所に本体プレート11を固着し、内周に支持カラーを装入した回転カム12を上記本体プレートに回動可能に装着して、上部ダイセットの下降切断工程時に、回転カムが工作物の縦壁部分を剪断できるように構成する。
(もっと読む)
トリミングプレス加工装置
【課題】製品部にばりを生じさせない上に、切粉等の発生も無くし得、加えて、非製品部分のスクラップ片への分断を確実に行い得るトリミングプレス加工装置を提供すること。
【解決手段】トリミングプレス加工装置は、板状素材において製品部3と非製品部4とを区画するトリミング線5に沿って板状素材を切断するトリミング手段と、非製品部をトリミング線に対して交差するスクラップ分断線7に沿って切断して非製品部を複数のスクラップ片とするスクラップ切断手段と、板状素材の製品部3を加圧拘束するパッドとを具備している。
(もっと読む)
板状ワークの加工方法及び加工装置
【課題】板状ワークの加工性を向上させるとともに焼入れすることができ、且つ、ブランキング性が損なわれることを抑制することができる板状ワークの加工方法及び加工装置を提供する。
【解決手段】成形型10、20を用いた板状ワークW1の加工では、板状ワークに電極41を接触させて通電し、通電により加熱される内部領域と該内部領域の外側に位置する周縁部領域とを形成するとともに前記内部領域のみを焼入れ温度まで加熱し、前記内部領域が焼入れ温度に加熱された後に、前記成形型により前記板状ワークを所定の形状に加工するとともに前記内部領域を焼入れし、前記板状ワークが加工された後に、前記周縁部領域を少なくとも一部含んで前記板状ワークをブランキングする。
(もっと読む)
プレス金型の抜き刃の二番逃がし部加工方法
【課題】プレス金型の二番逃がし部を加工するための新規な加工方法を提案する。
【解決手段】球形状のエンドミル部3を有する切削工具1を用い、プレス金型20の抜き刃21のプロファイル線21aを基準とした二番逃がし部23を加工する。
そして、この加工をCAMにて実施すべく、CAMにて、プレス金型20の抜き刃21のプロファイル線21aを定義し、前記プロファイル線21aをプレス打ち抜き方向、及び、エンドミル部3の半径方向にオフセットさせたカッターライン22を定義し、前記カッターライン22を基準として前記エンドミル部3を移動させ、二番逃がし部23を加工する。
(もっと読む)
残留応力の低いホットプレス高強度鋼製部材の製造方法
【課題】 ホットプレス後に、トリミングまたはピアシング等の後加工を施して製造する、980MPa以上の引張強度を有し、かつ、残留応力の低い高強度鋼製部材の製造方法を提供することを目的とする。
【解決手段】 鋼板をAc3 変態点以上1300℃以下の温度に加熱した後、Ar3 変態点+20℃以上の温度でホットプレスし、引き続きAr3 変態点以上の温度でトリミングまたはピアシングの後加工を施し、その後冷却することにより、980MPa以上の引張強度を有し、かつ、残留応力が400MPa以下で、マルテンサイト組織の面積率が60%以上である部材を得ることを特徴とする残留応力の低いホットプレス高強度鋼製部材の製造方法。
(もっと読む)
1 - 12 / 12
[ Back to top ]