
Fターム[4E048AB01]の内容
打抜き、穴抜き (1,365) | 特定物品製造のための打抜き (141) | 電子部品 (29)
Fターム[4E048AB01]に分類される特許
1 - 20 / 29
半導体装置の製造方法、及び、リード切断装置
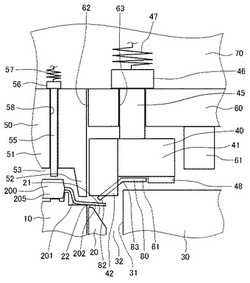
【課題】切断屑の飛散と切断屑の残留とを簡易な構成により抑制する。
【解決手段】半導体装置の製造方法は、半導体装置200の外部リード(リード201)の先端部202をダイ20と押さえ部材40とで挟持した状態で、ダイ20とパンチ50とによる剪断によって先端部202を切断する工程と、ダイ20と押さえ部材40とを離間させる工程を有する。押さえ部材40には、押さえ部材40におけるダイ20側の面よりダイ20側に突出する弾性体(例えば板状弾性体80)が設けられている。ダイ20と押さえ部材40とで外部リードを挟持する際には、弾性体をダイ20により押してダイ20とは反対側へ弾性変形させる。ダイ20と押さえ部材40とを離間させることにより、弾性体をダイ20側へ弾性復帰させ、切断により切断屑203となった先端部202を弾性体によって押さえ部材40及びダイ20から払い除ける。
(もっと読む)
立体金属部品の製造方法

【課題】本発明は、複雑形状の立体金属部品を低コストで容易に大量生産できる製造方法を提供することを課題とする。
【解決手段】本発明による立体金属部品の製造方法では、幅広長尺の金属シートの幅方向に前記金属部品の複数構成要素をプレス成形によりその一部が前記金属シートに接続された状態で形成する成形工程と、前記金属シートの進行方向と直角の方向に移動する圧入ダイ上に前記複数構成要素の各々を順番に抜き落として積層組み立てする組立工程とからなることを特徴とする。
(もっと読む)
金型
【課題】本発明は、間欠動作パンチの動作異常が発生せず、リードフレーム材料の切断不良が発生しない打ち抜き用の金型を提供することを目的とする。
【解決手段】ダイ3上にセットされた板状の成形材料1をストリッパー2により押圧固定し、前記成形材料を加工するときのみ上型4の下降に連動して下降し、前記ストリッパーを貫通して前記成形材料を加工する間欠動作パンチ12を有する金型において、
前記間欠動作パンチと前記上型とを連結し、前記上型が上死点まで上昇したときに、前記間欠動作パンチの前記成形材料との接触面を前記ストリッパーの内部に収容させるように前記間欠動作パンチを引き上げる連結手段14と、を有することを特徴とする。
(もっと読む)
切断金型装置、及びそれを用いた切断方法
【課題】パンチの先端部から確実に切断カスを分離させることができる切断金型装置、及びそれを用いた切断方法を提供すること。
【解決手段】本発明にかかる切断金型装置は、パンチ受け孔1aを有するダイ1と、パンチ受け孔1aに対して挿脱可能に設けられたパンチ2とにより切断対象となる薄板材を切断する切断金型装置であって、パンチ2が、第1パンチ2aと第2パンチ2bとを含む複数のパンチに分割され、第2パンチ2bは、第1パンチ2aと協働して薄板材を切断するとともに、その下死点がパンチ受け孔1a内に設けられたパンチストッパー1bにより制限され、第1パンチ2aの下死点が第2パンチ2bの下死点よりも下になっているものである。
(もっと読む)
板材の切断方法、板材の切断装置、ヘッドサスペンション及び板材の積層品
【課題】回転磁気ディスクのヘッドサスペンションの製造時におけるフレームの切断の位置決め精度を保持しながら、切断に用いる切断装置のパンチ、ダイ、パッド及び被切断部品の位置決め装置等に必要な精度を下げて低コスト化を図る。
【解決手段】ヘッドサスペンション10Aのヒンジ部材19にはフレーム12が連結されたままである。切断部(易切断部)90gは、切断されるフレーム12及び切断時の基準位置となる端面E9を有するダイとしてのスティフナー14とからなる。
(もっと読む)
打ち抜き金型
【課題】製品の品質低下を伴うことなくパンチ部品の切刃部及びダイ部品の寿命を延ばすことができる、金属薄板状物等の打ち抜きに適する金型を提供する。
【解決手段】 板状物6の打ち抜き加工に使用する打ち抜き金型において、パンチ部品1の切刃部2が挿入されるべきダイ部品3の切刃部挿入開孔4の短辺の側面間隔がパンチ部品1の打ち抜き方向に広がる段差部4aを、前記切刃部2が挿入される深さの途中に設けたことを特徴とする。
(もっと読む)
閉形状の枠を製造する方法
【課題】打ち抜き加工方法を連続的に作動させることによって、従前のパイプを製造する方法に比し、作業効率及び経済性に優れた閉形状の枠の製造方法を提供すること。
【解決手段】1個又は複数個の穴あけ用パンチ10を押圧方向先端に有しているプレス機1を板の移動方向に沿って複数段設け、当該穴あけ用パンチ10は、内側及び外側において閉形状を形成している二重の切断刃を備えており、前記板の移動に伴って、複数段のプレス機1を順次移動する板の同一部位に押圧することによって穴あけ用パンチ10の切断刃を当該同一部位に順次深く進入させながら、最終段階の切断刃によって当該板から打ち抜いて切断を行うことに基づき、前記課題を達成し得る閉形状の枠を製造する方法。
(もっと読む)
プレス装置、及び、フィルタの製造方法
【課題】パンチの破損を防止するとともに、異なる寸法の孔を効率的に開設することが可能なプレス装置、及び、フィルタの製造方法を提供する。
【解決手段】プレス装置51は、先端57に標準寸法に設定した標準切刃部58が設けられた第1パンチ54と、先端57に標準寸法に設定した標準切刃部58が設けられ、標準切刃部58よりも根元59側に標準寸法よりも大きな寸法の大径切刃部60が設けられた第2パンチ54´と、を備え、第1パンチ54の根元59に、他の部分よりも寸法の大きな拡径部70を形成し、金属板材53に対するパンチ54,54´の打ち込み深さを変えることで、金属板材53に標準寸法の孔47とそれより大きな寸法の孔49を開設する。
(もっと読む)
物品の製造方法
【課題】高い精度で物品を製造することができる物品の製造方法を提供する。
【解決手段】表面に凹凸パターン32を区画する基材31の表面に流動性を有する保護膜16が形成される。基材31の裏面に雄型29の打ち抜き面29aが重ね合わせられる。基材31の表面には流動性を有する保護膜16が形成される。基材31の表面に区画される凹凸パターン32は保護膜16で覆われる。雄型29は雌型23に進入する。こうして基材31から物品11が打ち抜かれる。打ち抜き時に、保護膜16は、打ち抜き面29aから作用する押し付け力を吸収することができる。基材31の変形は抑制される。基材31の凹凸パターン32の損傷は回避される。こうして物品11は高い精度で製造される。しかも、物品11は簡単に打ち抜かれることから、十分に高い量産性が実現される。
(もっと読む)
プレス装置、プレス方法、及び、液体噴射ヘッド用フィルタの製造方法
【課題】微細な貫通孔を効率的に形成することができるプレス装置、プレス方法、及び、
液体噴射ヘッド用フィルタの製造方法を提供する。
【解決手段】外周面に突出したパンチ63が複数突設されたパンチングローラ56と、パ
ンチングローラに対向する面が弾性材からなる弾性マット57と、を備えたプレス装置5
5であって、弾性マット上に金属板材51を載置した状態で、パンチングローラを金属板
材に相対的に圧接しながら回転させることで、パンチを金属板材に打ち込んで貫通孔52
を開設する。
(もっと読む)
ダイオードを端子板に取り付ける方法
【課題】
太陽電池パネル用端子箱内のような温度変化の激しい環境下で使用しても接合部分に問題が生じることがない、ダイオードの端子板への取り付け方法を提供する。
【解決手段】
リード足を有するダイオードを略平面状の端子板に取り付ける方法であって、略平面状の端子板を一方の面側からパンチ成形により他方の面側に押し出して端子板の一部に隆起構造を作り、端子板の他方の面の属する平面と隆起構造の間にダイオードのリード足を挿入できるような空間を形成し、その空間にリード足を挿入した状態でリード足を端子板に接合する。隆起構造は、架橋構造からなるか、又は押し出された面を一方の面側から他方の面側へ扉が開くように略180°折り返すことによって形成されることが好ましい。
(もっと読む)
タイバー切断金型
【課題】使用により磨耗する櫛歯部分を独立且つ容易に交換可能とする。
【解決手段】パンチ102が固定された上型機構101と、上型機構101の下側に配置されパンチ102をガイドする櫛歯を有するストリッパプレート110とを備え、上型機構101の上下動によってリードフレームのタイバー部分を切断除去するタイバー切断金型であって、ストリッパプレート110における櫛歯を有する部分を独立したパッド118で構成し、且つ、当該パッド118が、パッド固定用ボルト120による係止を解くことによってストリッパプレート110の反上型機構101側から独立して取り外すことが可能なように構成する。
(もっと読む)
順送り金型および打ち抜き方法
【課題】半導体用リードフレームの打ち抜き工程において、打痕などの原因となるカス上りを生じさせない順送り金型および打ち抜き方法を提供する。
【解決手段】ダイ3とサイドカットパンチ2が、金属条材に第一切り欠き部4aを打ち抜く第一の切刃部2a,3aと、第二切り欠き部4bを打ち抜く第二の切刃部2b,3bと、第一切り欠き部4aと第二切り欠き部4bとの間で金属条材1に新たな端面4cを打ち抜く第三の切刃部2c,3cと、第四の切刃部2d,3dを備え、第四の切刃部2d,3dは金属条材1の搬送方向において対向して存在し、双方の第四の切刃部2d,3dの相互間が第三の切刃部2c,3cの側よりも第一の切刃部2a,3aの側および第二の切刃部2b,3bの側ほど狭く形成した。
(もっと読む)
プレス抜き加工のかす上がり防止装置
【課題】抜きかす通過面に複数の抜きかすが介在する場合についても、プレス抜き加工のかす上がりを確実に防止する装置を提供する。
【解決手段】被加工材のプレス打ち抜きダイ3において、被加工材設置面8に形成した溝10Aと切刃部11の切欠き10Bと抜きかす通過面12に形成した溝10Cが連通するように凹溝10を形成して、凹溝10がダイ3の抜きかす通過面に係止された抜きかすと、ポンチに密着してダイ3に嵌入する新たな抜きかす4との間に介在する空気の逃がし溝となり、凹溝10の深さが被加工材設置面8から徐々に増加し切刃部11の切欠き10Bにおいて最大となるとともに抜きかす通過面12に向かって徐々に減少することにより、抜きかす4がポンチ1に押されて凹溝10を通過する過程で圧縮され変形する結果、ダイ3への抜きかす保持力を増加させる。
(もっと読む)
プレス成形金型およびプレス成形方法
【課題】被加工物の転びの発生を防止でき、また、被加工物に打痕やひげばりが生じるのを防止できるプレス成形金型を提供する。
【解決手段】パンチガイド11に、ダイ5に載置されたリードフレーム材2を狭圧する狭圧部13と、リードフレーム材2の側面を位置決めするヒール部15a,15bとが形成され、ヒール部15a,15bの側面は、上端が狭圧部13に達するストレート状の位置規制面と、位置規制面の下端からヒール部15a,15bの下面へ連続する円弧状の案内面とで構成されている。また、ダイ5には、リードフレーム材2の側面を位置決めする突起部20a,20bが形成されている。
(もっと読む)
タイバー切断金型
【課題】高集積化した半導体製品が備わるリードフレームに対して「カス上がり」を防止しつつ、タイバー切断が可能な装置を提供する。
【解決手段】パンチ112が固定されたベースプレート110と、パンチ112の先端部が嵌入可能なパンチ孔150Hを有する切断ダイ150と、ベースプレート110に対してパンチ112を固定するパンチ固定部材114と、パンチ孔150Hに対応したストリッパ130Sとを備え、金型の開閉によってリードフレーム172のタイバー部分を切断除去するタイバー切断金型100であって、パンチ固定部材114に外部からのエアを導入可能なエア導入通路114Hを設け、且つ、パンチ112とストリッパ130Sとの隙間並びにパンチ112とパンチ孔150Hとの隙間をエア排出通路としてタイバー切断金型を構成する。
(もっと読む)
スラストプレート製造方法、スラストプレート、モータおよび記録ディスク駆動装置
【課題】プレスによる外周面または内周面の形成の際に発生するバリが流体動圧軸受機構において影響を及ぼすことが防止されるスラストプレートを容易に製造する。
【解決手段】スラストプレート4の外周面422は、薄板状の被加工材料の上面にプレスにより外周面422のエッジに対応する凹部が形成された後、凹部に沿って凹部の外側の部位を内側の部位に対して凹部側へとプレスにより切断することにより形成される。また、スラストプレート4の内周面421も同様にして形成される。スラストプレート4では、プレスによる外周面422および内周面421の形成の際に発生するバリがエッジ部44,45の切欠部441,451内にて収容される。これにより、中心軸J1方向に関する両端面に対して煩雑な研磨処理を行ってバリを除去することなく、バリが流体動圧軸受機構において影響を及ぼすことが防止されるスラストプレート4が容易に製造される。
(もっと読む)
タイバー剪断金型装置
【課題】ダイの刃部の剪断性が良好でタイバーをバリが生じることなくきれいに剪断することと、剪断したタイバーの端材をスリット外に排出することをともに満足させる。
【解決手段】櫛歯状のダイ10のスリット13に、パンチ70を打ち下ろしてタイバー92を剪断する装置において、スリット13を形成する平行なスリット側面14の刃部16側の開口端部を平滑な開口側平滑部17とし、この開口側平滑部17よりも奥側でパンチ凸部70aが進入してくる領域を粗面な内部側粗面部18とする。スリット13を湿式切削加工で形成して切削面を開口側平滑部17として残し、スリット13の奥側からスリット13の開口方向に向けてブラスト材を噴射して内部側粗面部18を形成する。
(もっと読む)
半導体装置のリード切断装置および半導体装置のリード切断方法
【課題】外部リード切断時の半田の再付着によるリード間の短絡不良を防止する。
【解決手段】リード切断装置5はパンチ12およびダイ10を有し、これらを外部リード3の厚さ方向に交差するように相対的に移動させて、外部リード3の先端を切断する。パンチ12およびダイ10の側面(切刃面)には、外部リード3の切断面の摺動方向とほぼ平行に研削加工が施され、これらの部分には、ダイヤモンド膜11b、11aがコーティングされている。このような構造とすることにより、外部リード3を切断する際に、半田が剥離することを抑制し、再付着することを防止することができる。
(もっと読む)
板材分断方法、金型、プリント基板、および電子機器
【課題】本発明の目的は、屑を生じることなく捨て部材から本体部を切り離す板材分断方法を得ることにある。
【解決手段】可撓性を有するとともに、本体部31と捨て部材36との間に介在されるつり部材37を備える板状基材34を準備し、開口部51を有するダイ45に板状基材34を取り付け、パンチ47をつり部材37に対して打ち込み、本体部31をつり部材37から分断する板材分断方法であって、パンチ47は、つり部材の本体部に繋がる一端37aに対応する第1の端部47aと、つり部材の捨て部材に繋がる他端37bに対応する第2の端部47bとを有するとともに、第1の端部47aは、開口部の内周面51aとの間に板状基材34の厚さtより小さな隙間S1を形成し、第2の端部47bは、開口部の内周面51bとの間に板状基材34の厚さtより大きな隙間S2を形成する。
(もっと読む)
1 - 20 / 29
[ Back to top ]