
Fターム[4E050DA02]の内容
金型の交換、取付け、製造 (1,478) | カム型 (214) | 摺動方向 (53)
Fターム[4E050DA02]の下位に属するFターム
Fターム[4E050DA02]に分類される特許
1 - 9 / 9
金型用カム機構

【課題】スライドカムのカム面における偏磨耗を抑制しつつ、駆動カムの配置の自由度を向上させることができる金型用カム機構を提供すること。
【解決手段】金型用カム機構10は、押圧可能に設けられたカム面27とワークを加工するための加工部26とを有するスライドカム25を、金型20によりスライド可能に支持し、駆動カム12によりカム面27を押圧してワーク側にスライドさせる。加工部26からワークに作用させる作用力のベクトルF3が、駆動カム12を駆動する駆動力のベクトルF1と、駆動カム12の駆動によりカム面27に働く押圧力のベクトルF2とから形成される平面P上に位置しないように、駆動カム12がスライドカム25に対して配置される。また、カム面27は、作用力のベクトルF3と平面Pとが交差するように形成され、金型20によりスライドカム25がワーク側(X方向)にのみスライドするように支持される。
(もっと読む)
プレス成形装置

【課題】可動型のストローク幅を大きくすることなく、また、サイクルタイムを長くすることなく、主可動刃と支承刃との間の開口高さを大きくすることができるプレス成形装置を提供すること。
【解決手段】本発明のプレス成形装置1は、支承刃21と、主可動刃31と、カムドライバ32と、受動カム33とを有する。カムドライバ32は、下降時に受動カム33に形成された第一カム摺動部331と受動カム33を略水平方向へ移動させるドライバ摺動部321を有する。受動カム33は、進退時に支承刃21に形成された支承摺動部212と摺動することにより支承刃21を上昇させる第二カム摺動部332を有し、かつ、受動カム33をカムドライバ32の下降に伴う移動方向と反対方向へ付勢する付勢手段330を備える。
(もっと読む)
しごき加工装置
【課題】簡素な構成でしごき加工できるしごき加工装置を提供すること。
【解決手段】第2プレス機10は、平板状の鋼板Wをしごき加工する。この第2プレス機10は、鋼板Wの下面を支持するベースブロック22と、鋼板Wの上面に配置されるロッド11と、ロッド11を鋼板W表面に沿って移動するガイドレール24、第1カム25、第2カム34を含む上型30、および昇降機構40と、を備える。ベースブロック22は、ロッド11の鋼板W表面方向の移動範囲に亘ってロッド11の上面に当接することで、ロッド11の鋼板Wの板厚方向の移動を規制する。
(もっと読む)
ヘミング加工装置
【課題】枠状部分を有するワークに設定された内周折り曲げ部を単一の型を用いて1工程で折り曲げ加工できるようにして、コストを低減するとともに、良好な品質を得ることができるようにする。
【解決手段】下型3には、ワークWの内周折り曲げ部Wbに圧接するヘムパンチ10と、カムフォロアー13とを設ける。カムフォロアー13は、下型3におけるワークWの枠状部分の外側に対応するように配置する。カムフォロアー13とヘムパンチ10とを連結部材16で連結する。上型2には、カムフォロアー13に係合するドライバカムB1を設ける。ドライバカムにB1よりカムフォロアー13を移動させて、ヘムパンチ10を内周折り曲げ部Wbに圧接させる。
(もっと読む)
形状凍結性に優れたプレス成形方法
【課題】プレス成形品に発生する、縦壁部の反り、ねじれを防止するプレス成形方法を提供する。
【解決手段】少なくとも一部にコの字型断面形状又はハの字型断面形状を有する部材のプレス成形方法であって、1回目のプレス工程において、一対の縦壁部11,11の水平断面が閉断面となるように、所定の長さL1、幅及び深さを有する凹部をプレス成形し、その後、縦壁部11,11の長手方向の長さL2が長くなるように(L2>L1)少なくとも1回プレス成形することで、プレス成形によって発生した残留応力を緩和し、スプリングバックを大幅に低減することができる。縦壁部11,11の長さを長くするプレス成形工程において、楔型5のポンチを中央部に有する3分割されたポンチを用いても良い。その後、縦壁部の端部が開断面の製品形状となるようにトリムする。
(もっと読む)
金属缶のプレス成形方法及びその成形装置
【課題】 被加工材の折り返しや湾曲状に折り曲げる等複雑な加工であっても、構造簡単にして小型化できると共に、十分な成形精度を得ることができる。
【解決手段】 予め金属製薄板の表面に環状の凸状帯3を座押しする一次座押し工程Aと、一次座押し工程により成形された凸状帯付き平板1aの周端縁を下方に折り曲げる一次折曲工程Bと、一次折曲工程により成形された周側壁部4付きの金属缶体1bの周側壁部一部を残してその全周先端部を舌片5として内側へ直角に折り曲げる二次折曲工程Cと、二次折曲工程により成形された舌片付きの金属缶体1cの舌片を内側に鋭角的に折り曲げる鼻曲工程Dと、鼻曲工程により成形された鋭角的な舌片付きの金属缶体1dの周側壁部4を舌片5と共に湾曲状に折り曲げる三次折曲工程Eと、三次折曲工程により成形された湾曲状周側壁部付きの金属缶体1eの凸状帯3を上下逆方向に座押しして金属缶1を成形する二次座押し工程Fとを順次操作する金属缶のプレス成形方法としている。
(もっと読む)
ステップカムダイ
本発明は、カムダイである。カムダイは、少なくとも1つのカムリング(20a、20c)を有する。カムリングは、多数の可動のカム歯を有する。カム歯は、カムアクチュエータ(10)によってカムダイの軸の垂直方向に移動可能である。カムアクチュエータはカムリングの外径より小さい内径を有する。カムアクチュエータがカムリングの外周に沿って、カムダイ軸に対して平行に動くとき、カム歯は連続的に係合させられ、工作パーツ(P)の方に向かって内側に押圧される。工作パーツは、カムアクチュエータと同軸であってカムリングの内径内にあるパンチ(60)の動作によって、カムアクチュエータと同時に、動かされる。各カム歯は、工作パーツが通過するときに、同時に工作パーツに係合される。弾性部材は、最終部品が出せるようにするため、カムアクチュエータが引かれた後に、各カム歯を初期位置へ戻す。 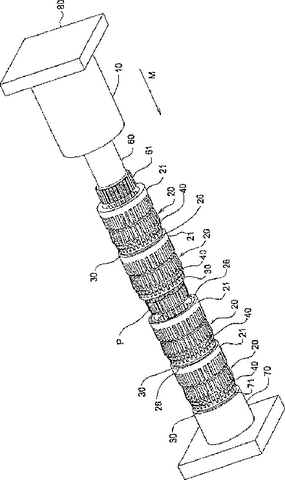 (もっと読む)
(もっと読む)
カムユニット
【課題】 設置にあたってピアスポンチに対して当該ピアスポンチの先端部を受容する孔への位置合わせを必要としないのみならず形態の異なるワークに対しても共通に用いることができる結果、コスト低減を図ることができるカムユニットを提供すること。
【解決手段】 吊カムタイプのカムユニット1は、カム面2を有していると共に上下方向Vに対して交差する方向Aに移動自在な単一のカムスライド3と、カムスライド3を上下方向Vに対して交差する方向Aに移動自在に支持する支持手段4と、カム面2に相補的な形状のカム面5を有していると共にカム面5でカムスライド3のカム面2に当接してカムスライド3を方向Aに移動させるカムドライバ部6を一体的に有する下型7と、カムスライド3を元の位置に復帰させる復帰手段8とを具備している。
(もっと読む)
ヘミング加工装置およびヘミング加工方法
【課題】ワークの狭い位置での作業性に優れ、被折曲直線部および被折曲角部の折曲加工ならびにワークの内周側および外周側の折曲加工を一工程で行うことが可能で、また、加圧ロスが少なく加工精度にも優れる等のヘミング加工装置およびヘミング加工方法を提供することを課題とする。
【解決手段】ヘムパンチを固定支持しカムフォロアを有するスライドカム6と、このスライドカムを一方向に付勢すると共に、所定距離移動させる移動機構7と、前記スライドカムおよび移動機構を載置支持するクッションホルダ5と、このクッションホルダを所定距離上下動自在に支持する可動支持機構15とを備える下型3と、ヘミングダイ上のワークを押圧して固定するプレッサー2Aと、前記スライドカムのカムフォロアを押動するドライバカム4bと、前記ヘムパンチを押圧するライナ4eとを備える上型2からなるヘミング加工装置1として構成した。
(もっと読む)
1 - 9 / 9
[ Back to top ]