
Fターム[4E063BA10]の内容
板、棒、管等の曲げ (4,439) | 曲げ加工−プレス曲げ (476) | UO管成形プレス (54) | Uプレス (11)
Fターム[4E063BA10]に分類される特許
1 - 11 / 11
円筒軸及び円筒軸の製造方法
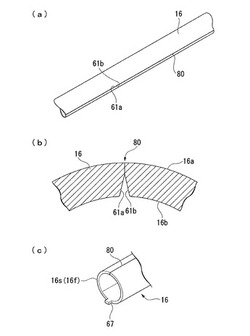
【課題】形状の安定した円筒軸の製造方法を提供する。
【解決手段】円筒軸形成部材を円筒状にプレス曲げ加工して、円筒軸形成部材の一対の端部61a,61bが近接又は当接するように形成された円筒軸16において、円筒軸形成部材は、曲げ方向に沿う短辺のそれぞれに曲げの中間位置の基準となる基準部位67を有する。
(もっと読む)
円筒軸の製造方法

【課題】形状の安定した円筒軸の製造方法を提供する。
【解決手段】円筒軸の製造方法は、曲げ方向の長さがプレス型の円筒周長よりも短い所定
長さに形成された金属板を、曲げ方向の両端面が近接又は当接するように円筒状にプレス
曲げ加工して、軸方向において一定方向に湾曲した円筒軸を形成する円筒加工工程を有す
る。所定長さは、プレス型の円筒周長から金属板のプレス曲げ加工における曲げ方向の伸
びを除いた長さを基準として一定範囲内に規定される。
(もっと読む)
チューブ曲げプレスにおいて板材から成るスリット入りチューブを製造するための方法とチューブ曲げプレス
【課題】成形すべきスリット入りチューブが真円でなくなることなく、短いサイクルタイムで、径の大きいチューブも得ることができる方法とチューブ曲げプレスを提供する。
【解決手段】チューブ曲げプレスが、ベースフレーム内に、横方向に間隔を置いて相並んで配設された2つの支持体2a,2bから成る下側工具と、垂直方向上から下側工具に向かって位置調整可能な、昇降可能な中心部材5に形成された上側工具4とを備え、上側工具4によって、曲げ荷重を板材1に加えることが可能であるチューブ曲げプレスにおいて、板材1が、全曲げ工程の間、下から上側工具4に向かって位置調整可能な荷重作用手段7によってクランプされて、上側工具4と下側工具2a,2b間に保持され、荷重作用手段7が、クランプを維持しつつ、上側工具4の曲げ荷重によって生じる板材1の曲げ半径の形成の進行に従って降下される。
(もっと読む)
Uプレス機及びUプレス機のロッカーダイ位置調節方法
【課題】鋼板をU成形するUプレス機において、ロッカーダイの位置を簡単に調節できるようにする。
【解決手段】鋼板2の幅方向においてブラケット23を挟んでパンチ21に対して対向する側に、鋼板2の長さ方向に沿って移動可能な第一の可動体26を備えた。また、ブラケット23と第一の可動体26との間には、鋼板2の幅方向に沿って移動可能な第二の可動体27を備えた。第一の可動体26には、第二の可動体27に対して接触する第一の可動体接触面を、鋼板2の幅方向及び長さ方向に対して傾斜させて設けた。第二の可動体27には、第一の可動体接触面に接触する第二の可動体接触面を、第一の可動体接触面に沿った方向に向けて設けた。
(もっと読む)
Uプレス機及びUプレス機のロッカーダイ位置調節方法
【課題】鋼板をU成形するUプレス機において、ブラケットとベッドとの間にスペーサを挿入する作業や、ブラケットとベッドとの間からスペーサを取り出す作業を円滑に行える構成にする。ロッカーダイの位置を簡単に調節できるようにする。
【解決手段】複数のスペーサ30をベッド25から上昇させた位置で支持可能なスペーサ支持体51と、スペーサ支持体51に対して昇降可能な昇降体52とを備えた。昇降体52は、スペーサ支持体51に対して下降することにより、複数のスペーサ30のうち1又は2以上のスペーサ30をスペーサ支持体51に対して一括して下降させ、スペーサ支持体51に対して上昇することにより、下降させた1又は2以上のスペーサ51をスペーサ支持体51に対して一括して上昇させる構成とした。
(もっと読む)
板の曲げ成形装置および曲げ成形方法
【課題】高強度UOE鋼管を製造するに際して、Uプレスによる曲げ(U曲げ)時に、鋼板とパンチの密着性を高めて、素材の高強度鋼板を所定のU字形状に的確に曲げることを可能にする板の曲げ成形装置および曲げ成形方法を提供する。
【解決手段】押し込み部33に鋼板11が接した時に、押し込み部33に作用する反力FAから受ける曲げモーメントMaが、支え部34に作用する反力FBから受ける曲げモーメントMbより大きくなるようにする。
(もっと読む)
大径鋼管Oプレス成形用鋳鉄金型
【課題】UOE方式により大径鋼管を成形する際に用いられる、Oプレス大径鋼管成形用金型に発生する内周面局部の損耗を減少させ、金型の使用寿命を延ばす。
【解決手段】球状黒鉛鋳鉄をOプレス機の金型素材とし、大径鋼管を成形する鋼板の端部と金型が接触する金型の内周面局部近辺表面に、高周波焼入れを施し、局部的に高硬度を与える。
球状黒鉛鋳鉄の素材の表面硬度が40±4(HS)であり、内周面局部近辺に高周波焼入れ処理を施すことにより形成された硬化層が、深さが3.5±1.5 mm、表面硬度が75±10(HS)の硬化層であることを特徴とする。
(もっと読む)
Uプレス装置およびUプレス方法
【課題】特に厚肉のUOE鋼管を製造する際、U成形において管軸方向端部で発生する局所的な減肉を防止する。
【解決手段】ロッカーアッセンブリ式のUプレス装置を構成するロッカーダイ2の下部ロッカーシュー2bにおける管軸方向の両端部に、鋼板3との当接面が端面に行くほど先窄まりとなる逃がし部2baを形成する。下部ロッカーシュー2bは、逃がし部2baの管軸方向の位置の変更が可能なように構成する。鋼板3をU成形する際、鋼板3の管軸方向端部に、下部ロッカーシュー2bにおける管軸方向の両端部に形成した逃がし部2baを位置させてU成形する。
【効果】厚肉のUOE鋼管を製造する際、U成形において管軸方向端部で局所的な減肉が発生することがない。従って、鋼板肉厚を厚めに製造する必要がなく、歩留まりも良くなる。
(もっと読む)
円筒軸の製造方法
【課題】曲げ加工により全長にわたって高い真円度を有する円筒軸20を製造する。
【解決手段】金属板10を、金属板10の幅方向に曲げるプレス成形により加工して、長手方向に直交する断面形状の各々が円形の円筒軸20を製造する方法であって、金属板10の幅の50%以上を円弧状に曲げる予備工程と、互いに接近し予備工程上がりの金属板10を円筒状に成形する一対の金型50を用いて、長手方向に直交する断面における金型50の合わせ方向に平行な径が軸製品の仕上がり径よりも短く、金型50の合わせ方向と直交する金属板10の径が軸製品の仕上がり径よりも長い段階で加工を止める仕上げ前工程と、長手方向に直交する各断面において、軸製品の仕上がり径と同じ内径を有する半円形の内面形状を有して長手方向に延在する溝の内面を加工曲面とする一対の金型60を用い、金属板10の表面に溝の内面が接した状態で加工を終える仕上げ工程とを含む。
(もっと読む)
円筒軸の整形方法および整形金型
【課題】金属板の曲げ加工により全長にわたって均一に高い真円度を有する円筒軸20を製造する。
【解決手段】長手方向に対して直交する断面の各々において円筒軸20の外径と同じ内径の半円形の加工面61を有し、且つ、円筒軸20の長手方向と平行な断面の各々において直線状の内面形状を有する直線溝を備えたダイ52、62と、長手方向に対して直角な断面の各々において円筒軸20の外径と同じ内径の半円形の加工面53、63を有し、且つ、円筒軸20の長手方向と平行な断面の各々において、長手方向にの中央に近づくほど円筒軸20に対する圧下率が高くなる凸曲線状の加工面53、63を有する曲溝を備えたパンチ54、64とを用い、円筒軸20における金属板10の接合部に対して曲金型の溝の最も深い部分が当接するように、曲溝および直線溝の間に円筒軸20を挟んで円筒軸20を整形する。
(もっと読む)
縦方向にスロットを有し、そして、異なる断面を有するいくつかの縦方向セグメントを備えている中空形材を、金属シートから製造する方法
本発明は、長さ方向に沿って異なる断面を備える中空形材を製造する方法に関する。前記形材は、ダイ中において、切断金属シート(5,6,7)1片から成形される。本発明によると、縦方向断面(8a,8b,9a,9b)の端部状に製造される凸形又は凹形ラウンディングが、移行領域(8,9)での材料過剰又は材料不足を引き起こし、それにより、前記移行領域(8,9)における成形の間に材料の薄化又は厚化を防止する。  (もっと読む)
(もっと読む)
1 - 11 / 11
[ Back to top ]