
Fターム[4E063CA13]の内容
Fターム[4E063CA13]に分類される特許
1 - 13 / 13
板材の加工装置、押圧金型および金型設置体
プレス板曲げ加工方法
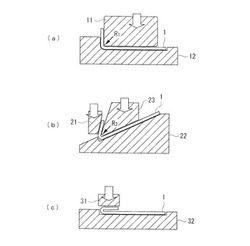
【課題】フェライト系ステンレス鋼板を用いて90°以上のプレス板曲げ加工を行う場合であっても、曲げ部の内側の折れこみの発生を抑制防止する。
【解決手段】SUS430等のフェライト系ステンレス鋼板から成る板材1を180°折り曲げるはぜ折り加工の場合、板材1を90°曲げる第1工程及び90°以上曲げる第2工程の内型の角Rを板厚の0.25倍以上0.75倍以下とすることで、第1工程後も、第2工程後も曲げ部内側面に折れこみは発生せず、しかしながら板材1の曲げ部内側部分に適切な加工硬化が発生し、その結果、第3工程のはぜ折り工程でも、曲げ部内側面に折れこみは発達せず、最終的にも折れこみのないはぜ折り加工が可能となる。
(もっと読む)
窓戸フレーム及び金属折曲品製造装置

【課題】窓戸フレーム及び金属折曲品製造装置を提供する。
【解決手段】本発明に係る窓戸フレーム及び金属折曲品製造装置は、板材の上下面に設置されて板材に密着接触して板材の上下面を支持する上下面支持ローラと、板材の左右側面に設置されて板材に密着接触して板材の左右側面を支持する左右側面支持ローラと、板材の上下面または側面に一定角度で折れた状態で設置されて板材に密着接触して均一な圧力を加えながら板材を折曲する円筒形の折り畳み用成形ローラで形成されることを特徴としており、板材に密着接触して均一な圧力を加えながら板材を折り畳む円筒形の折り畳み用成形ローラを具備することで板材を成形時にウェーブ現象が生じることを根本的に遮断する効果を提供する。
(もっと読む)
ストリップ状異形材、並びに、異形材の製造方法及びこの種の異形材を伴う引き出しガイドの製造方法
引き出しガイド用のストリップ状異形材(1、1´、1´´、1´´´、1´´´´)は曲げられたメタルストリップから形成され、回転体用の少なくとも1本の走行路(25)を形成するために屈曲部分(2、4、5、6、8、9、10、14、15)がメタルストリップの中間部に設けられ、屈曲部分は縁部分(6、10)の間に配置される。本発明によると、メタルストリップの少なくとも1つの縁部分(6、10)がメタルストリップの隣接部分(2)に固定される。その結果、異形材の剛性が効果的に改善されうる。本発明はまたこのタイプの異形材を伴う引き出しガイド及び当該異形材の製造方法に関する。 (もっと読む)
ローラ加工装置
【課題】 加工物の被加工部を一対のローラ間隙に通過させて挟圧加工するローラ加工装置の提供。
【解決手段】 本発明のローラ加工装置は、加工物の被加工部を一対のローラ間隙に通過させて挟圧加工するローラ加工装置において、被加工物の作業基盤平面に、ローラ回転軸を垂直にして少なくとも4つのローラを略四角形状に配設し、配設された4つのローラの互いに隣り合うローラ周面の間隙を挟圧部とし、少なくとも直線方向に位置する2つの挟圧部を直線的に連続して通過する加工ラインを少なくとも2つ、前記4つのローラ配置の略中心を交点とする十字状に設けたことを特徴とする。
(もっと読む)
ヘミングダイ
【課題】 ヘミング加工において、摺動抵抗を軽減することにある。
【解決手段】固定ブロック1と、該固定ブロック1に対して摺動可能に設けた可動ブロック2を有し、該固定ブロック1と可動ブロック2のいずれか一方には、油溝8が、他方には、該油溝8に連通した給油穴7がそれぞれ形成されている。この場合、固定ブロック1には、油溝8が、可動ブロック2には、油溝8に連通した給油穴7がそれぞれ形成され、油溝8が、複数個の環状溝部8A、8B、8C、8Dにより構成され、各環状溝部8A、8B、8C、8Dの結合部9の直上方に、給油穴7の出口7Bが配置されている。
(もっと読む)
板材折曲げ部品およびその製造方法
【課題】板金のような剛性を有する平板状の板材を所定の角度で折り曲げてなる板材折曲げ部品を、溶接や締結等の固定作業を必要とせずに、折曲げ状態を維持できるようにする。
【解決手段】板材折曲げ部品は、第1の板材部分1および第2の板材部分2が所定の角度をなすように平板状の板材を折曲げ加工したものである。第2の板材部分2には、第1の板材部分1および第2の板材部分のいずれに対しても直交する第2の曲げ片4と、この第2の曲げ片と基部で連結し、第2の曲げ片と面接触するように基部で折り曲げられ、折曲げ状態では一部分が第1の曲げ片1と面接触する突片5とが設けられている。第1の曲げ片1における突片と面接触する箇所に、突起7または穴が設けられ、突片における第1の曲げ片と面接触する箇所に、第1の曲げ片に設けられた突起または穴と係合する穴6または突起が設けられている。
(もっと読む)
折り曲げ重ね部材、折り曲げ重ね部材形成方法、折り曲げ重ね部材形成装置、折り曲げ重ね部材を備える定着装置、及び画像形成装置
【課題】折り曲げ重ね部材を形成する装置の構造が簡単で加工の工程も少なく低コストで、曲げ位置や曲げ角度のずれがなく曲げ位置精度や曲げ角度精度が安定して、ユニットとの位置関係が安定して電源の接続状態や組み立て状態にも優れ高品質の画像形成が行われ低コストである折り曲げ重ね部材、及びその折り曲げ重ね部材形成方法、折り曲げ重ね部材形成装置、折り曲げ重ね部材を備える定着装置、並びに画像形成装置を提供する。
【解決手段】板材1の曲げ位置2の両側を平行に折り曲げて少なくとも部分的に重なる一方側の一方側曲げ部11と、前記板材1の前記曲げ位置2の両側を平行に折り曲げて少なくとも部分的に重なる他方側の他方側曲げ部12と、前記一方側曲げ部11と前記他方側曲げ部12を平行にして所定の折り曲げ方向に折り曲げて重ねるワイヤの外周面で形成する折り曲げ部3を備える。
(もっと読む)
帯板材製品の製造方法及び帯板材加工機
【課題】帯板材製品の形状のばらつきを抑えることが可能な帯板材製品の製造方法及び帯板材加工機の提供を目的とする。
【解決手段】本発明の帯板材加工機10及び帯板材加工機10を用いた帯板材製品の製造方法によれば、帯板材90の途中部分に予め予備屈曲部92を形成しておいてから、その予備屈曲部92を1対のプレスツール38,38によって押圧して重ね折り部91を形成するので、重ね折り部91の形状が一定となり、帯板材製品Wの形状のばらつきを抑えることができる。
(もっと読む)
熱交換器用のフラットチューブの曲げ加工法及び曲げフラットチューブ
【課題】フラットチューブ曲げプロセス後、折り返し弓形部分の断面積及び肉厚が減少しないようにする方法を提供する。
【解決手段】フラットチューブの曲げ方法は、フラットチューブ(1)を中央部分(3)の幅の狭い長手方向側部(10)のところで長手方向軸線(11)に対して180°の角度曲げるステップ、フラットチューブ(1)の内側曲げ半径部(12)を加工するステップ及び/又は曲げ中、フラットチューブ(1)の外側曲げ半径部(13)を大きくするステップを有し、フラットチューブ(1)の総断面積(6)及びフラットチューブ(1)の壁(7)の厚さを曲げ半径部(12,13)においても維持し、チューブ頂面(4)及びチューブ底面(15)を平らに維持し且つ互いに対して平行に整列させる。
(もっと読む)
ダクト組立て用ハゼのロール成型機における素板の自動押し送り装置
【課題】成型ロール列に自動送り入れするようにして、作業員による素板の押し当て不良を解消し、押し当てに伴う作業員の負担を軽減するようにしたダクト組立て用ハゼ成のロール成型機における素板の自動押し送り装置を提供する。
【解決手段】作業台2上に載上する成形用の素板Sの内端を伝動回転する1乃至複数個のガイドロール4にて入口定規3に押し当て送りするようにしたダクトハゼのロール成型機1において、各ガイドロールをモーター5にて動力回転するようにして、素板を作業員による押さえ持ちすることなしに入口定規に自動押し当て送りするようにした。
(もっと読む)
曲げ加工装置における金型及び加工方法
【課題】 簡単な構成を有し、ワーク先端部の突端を前後方向につぶさず、余分な加圧力を発生させず、また、余分なスラスト荷重を発生させず、更に、除圧時の衝撃を少なくし、且つ加工時間を短くする曲げ加工装置における金型及び加工方法を提供する。
【解決手段】 パンチPとダイDとの間に形成された加工領域Kの奥に、ワーク押し当て部1を設けると共に、該ワーク押し当て部1に、弾性体2を設けた。この場合、弾性体2は、ワーク押し当て部1に埋設されていると共に、該弾性体2の後方側に逃げ部7が設けられ、又は、弾性体2は、ワーク押し当て部1に突出して設けられている。
(もっと読む)
曲げ機械
本発明は、工具(20)を備える上側ビーム(16)と、同様に工具(22)を備える下側ビーム(18)とを備えた曲げ機械であって、上記上側ビームおよび下側ビームはフレーム上において相互に移動可能に取付けられるという曲げ機械に関する。該機械は、上記各工具間に配置されたプレート状の被加工材(24)を成形すべく、上記下側ビームおよび上側ビームの夫々の工具を相互に向けて移動させる少なくとも一個の駆動手段を備える。本発明は、可能的に最小限のコストにて、上記下側ビームおよび上側ビームの夫々の工具により及ぼされる力を可能的に最大とすることを目的とする。故に上記駆動手段は、上記上側ビーム(16)および下側ビーム(18)の相互に対する開閉運動を引き起こす少なくとも一個の変位用駆動要素と、上記上側ビーム用工具と上記下側ビーム用工具との間に配設された被加工材を成形するために上記変位用駆動要素より大きな力を及ぼす少なくともひとつの付勢用駆動要素(58)とを備え、変位用駆動要素(56)は成形操作の間において静止的とされ且つ拘束される。  (もっと読む)
(もっと読む)
1 - 13 / 13
[ Back to top ]