
Fターム[4E063DA08]の内容
Fターム[4E063DA08]の下位に属するFターム
積層ダイ (8)
Fターム[4E063DA08]に分類される特許
1 - 12 / 12
板材の加工装置、押圧金型および金型設置体
曲げ加工機、及び長尺体成形品製造方法
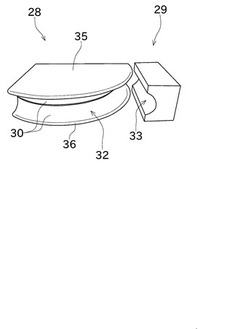
【課題】長尺体を曲げ加工する曲げ加工機において、長尺体が傷付くことを防止し、かつ長尺体の喰い付きを解消できる構成を提供する。
【解決手段】曲げ機構部は、曲げ金型28と、押付け部材29と、を備える。曲げ金型28は、湾曲面30を有する。押付け部材29は、曲げ加工時において、湾曲面30に対してパイプを押し付ける方向に駆動される。曲げ金型28は、曲げ加工時において、パイプに対して静止状態とされる。また、この曲げ金型28は、曲げ平面と直交する方向で2つに分割されている。エアシリンダは、曲げ金型28が分割された各接触部材(上側金型35及び下側金型36)を、曲げ平面と直交する方向に相対移動させる。
(もっと読む)
プレス機械の中垂れ調整装置

【課題】 プレス加工時における上側の金型と下側の金型との相対的な位置関係を適正に保つことができ、加圧に対して十分な耐力を確保することが可能なプレス機械の中垂れ調整装置を提供する。
【解決手段】 中垂れ調整装置6は、上側の金型または下側の金型、例えば上側の金型4Aを高さ調整する。金型4Aを支持する支持部材5に対し金型固定手段7により高さ調整可能に固定する。金型4Aとその支持部材5との間の左右方向の複数箇所に、金型4Aと接する面が前後方向に傾斜し金型4A側に凸または凹の円筒面8bであって、金型4Aに対し前後方向および前記円筒面に沿う円周方向に摺動自在な中間くさび部材8を介在させる。中間くさび部材8の前後位置を変更させる前後位置変更手段21を設ける。
(もっと読む)
搬送ローラーの製造方法及び搬送ローラーの製造装置
【課題】搬送不良の発生しにくい搬送ローラーを製造すること。
【解決手段】対向する一対の端面を有する金属板を曲げることで、円筒状のローラー本体を形成する曲げ加工工程を含み、前記曲げ加工工程では、前記一対の端面を削りつつ、前記一対の端面が互いに近接する、あるいは当接するように前記金属板を曲げる。
(もっと読む)
金属缶胴の製造方法
【課題】板厚の薄い金属板を素材とする場合でも、適正な形状の角筒型缶胴を効率的に製造することができる金属缶胴の製造方法を提供する。
【解決手段】金属板の円筒体aを被成形材とし、コーナー状の加工面を有するとともに、該加工面の先端部分が断面円弧状に構成された外型4と、先端に断面円弧状の加工面を有する内型3とにより、角筒の角部となる円筒体部分を挟圧して角部を成形するとともに、外型4により角筒の側壁部となる円筒体部分を円筒体内側方向に押圧して側壁部を成形する角筒型缶胴Aの製造方法であって、外型加工面40の開角θを90°未満とし、且つ外型加工面40の開角θ(°)、外型加工面40の先端部分の曲率半径R(mm)、内型加工面30の曲率半径r(mm)、金属板の板厚t(mm)および金属板の降伏強度σ(N/mm2)が特定の関係を満足する条件で、外型4と内型3による缶胴の成形を行う。
(もっと読む)
曲げ加工装置
【課題】チューブ径と同等あるいはそれ以下の小径曲げを実現し、小径曲げ加工を行なうことのできる曲げ加工装置を提供することを目的とする。
【解決手段】回転軸線回りに回転可能とされた回転台19と、回転台上に固定される下金型1と、下金型1と重なり合う上金型2と、回転台19に下金型1と上金型2を一体固定するためのシャフト12と、下金型1および上金型2を重ね合わせた際にシャフト12の周囲に位置する曲げ加工面22,23,24,25,26に被加工部材15を当接させ、回転台19を回転軸線回りに回転させることによって被加工部材15の曲げ加工を行う曲げ加工装置50において、下金型1および前記上金型2との合わせ面に嵌合部7,8,9を設けることとした。
(もっと読む)
変形可能材料をプレス成形するためのアセンブリおよび方法
変形可能材料をプレス成形するためのアセンブリであって、第1のダイプロファイルを画定する、複数のダイを含む第1のダイ配列と、第1のダイプロファイルと相補的である第2のダイプロファイルを画定する、第1のダイ配列と相補的でありかつ複数のダイを含む第2のダイ配列と、第1のダイ配列および第2のダイ配列の少なくとも一方を駆動するための駆動部とを含み、使用中、第1のダイ配列の複数のダイおよび第2のダイ配列の複数のダイが、変形可能材料を所定のプロファイルに変形させるように、加工長さに沿って変形可能材料に順次係合する、アセンブリ。 (もっと読む)
プレス曲げ加工用工具
【課題】曲げ加工し得る加工物の長さの拡大を図り、加工物にキズをつきにくくする。
【解決手段】各矢弦1、2(刃先の角度は例えば90°に設定)の刃先分割線L1、L2と断面外側のエッジ辺13、23とのなす角度(例えば55°に設定)を、刃先分割線L1、L2と断面内側のエッジ辺14、24とのなす角度(例えば35°に設定)よりも大きくして、各矢弦1、2は、一方の矢弦1又は2の刃先分割線L1又はL2が他方の矢弦2又は1の刃先分割線L2又はL1と加工ブロック26又は16の内側端縁との間の中心位置よりも他方の矢弦2又は1の刃先分割線L2又はL1に寄せた位置を取る。
(もっと読む)
ダイ及びシームレス容器の製造方法
【課題】シームレス容器の製造方法及びダイを提供する。
【解決手段】板状のワークをV字形状に折曲げ加工するときに使用するダイ23であって、ダイ本体25Aの上面に形成したV字形状の曲げ溝29を構成する傾斜面31A,31Bを対向して備え、一方の傾斜面31Aの長手方向の端部付近に、端部側ほど前記曲げ溝29の幅寸法が次第に大きくなるように他方の傾斜面31Bから離反するように傾斜した長手方向傾斜面33が形成してあり、かつ前記一方の傾斜面31Aに備えた前記長手方向傾斜面部分の端部の高さ寸法は、他方の傾斜面31Bの端部の高さ寸法より小さく形成してある。そして、ダイ23は左右に分割した分割ダイ25A,25Bであって、上記分割ダイ25A,25Bの左右両端部付近の曲げ溝の形状は左右対称形に形成してある。
(もっと読む)
曲げ加工金型装置およびその方法
【課題】上下にU字形状がある板金製品の曲げ加工を、単工程で加工可能にする曲げ加工金型装置およびその方法を提供する事を目的とするものである。
【解決手段】上下にU字形状がある板金製品17の加工を行う際に、上下の固定側の材料押え3,4により材料を押えた後、上下の櫛歯状に配列されたU字形状の工具1,2により予備形状を作り、その後に、上下の移動側材料押え5,6により最終形状を加工して、単工程での曲げ加工を可能にする。
(もっと読む)
プレス成形方法及びプレス成形金型
【課題】 O曲げして成形された円筒形状の突合せ部の精度が確保されるプレス成形方法及びプレス成形金型を提供する。
【解決手段】 フローティングダイス6をダイス9の成形面11に対して成形部12側へ突出させて、パンチ5がストロークエンドに到達される直前のタイミングでフローティングダイス6をダイス9に対して後退させて、該フローティングダイス6の成形面11aをダイス9の成形面11に整合させた。したがって、予備成形品1がO曲げされて丸められる過程で、予備成形品1の一端部2がフローティングダイス6に突当てられて、予備成形品1の一端部2が、成形される円筒形状の軸心回りに位置決めされることにより、円筒形状の突合せ部の精度が確保される。
(もっと読む)
フレキシブルストレッチ型およびこれを用いたストレッチ成形装置
【課題】 各成形部位に対応した成形面を形成でき、成形中に長尺材に対して相対移動をしないで良好なストレッチ成形を行なうことができるフレキシブルストレッチ型を提供することを目的とする。
【解決手段】 成形方向12および幅方向16に位置の異なる第一成形部位22および第二成形部位26を有するフレーム材60の成形加工に用いるフレキシブルストレッチ型3において、フレーム材60の長手方向14に沿って配置され、フレーム材60側が曲面で形成された第一ブロック37および第二ブロック53と、各第一ブロック37および第二ブロック53をそれぞれ成形方向12に移動させる第一サーボモータ29および第二サーボモータ53と、これらを支持する第一ユニット型ベース24および第二ユニット型ベース42と、が備えられたストレッチ型ユニット13を、ベース11に対して第一成形部位22および第二成形部位26に対応して複数取り付けたことを特徴とする。
(もっと読む)
1 - 12 / 12
[ Back to top ]