
Fターム[4E065BB06]の内容
Fターム[4E065BB06]に分類される特許
1 - 8 / 8
スポット溶接用トーチ
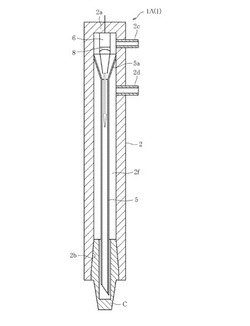
【課題】データ解析の容易化を実現して、スポット溶接による接合部のリアルタイムの品質評価を可能にするスポット溶接用トーチを提供する。
【解決手段】一対の電極チップC,Cの間に2枚の金属板W,Wを挟み込んで溶接するスポット溶接に用いるスポット溶接用トーチ1であって、底部2a及びチップ装着部2bを有する筒状を成し、その中空部分への冷却水の給水部2c及び排水部2dを有するトーチ本体2と、トーチ本体2の中空部分に配置されて、給水部2cからの冷却水を電極チップCに導き且つ冷却水を排水部2dに導く排水路2fを形成する給水管5と、トーチ本体2に配置されて、給水管5及び電極チップCを通して金属板W,W間の接合部Waに対する超音波の送受信を行う超音波センサ6を備えた。
(もっと読む)
鋼板のスポット溶接方法

【課題】電極チップ脱着時の作業性低下や損傷等を生じることが無く、複雑な形状の鋼板であっても容易にスポット溶接を行うことが可能な鋼板のスポット溶接方法を提供する。
【解決手段】電極チップ4が、JIS C 9304で規定される呼び径が16(mm)のDR形、CR形、またはCF形であり、水冷端42から先端44までの電極先端部において、水冷端42から先端基部43までが同一径の円柱状に形成されており、水冷端42から後端部までの冷却接続部においては、水冷端42から後端部に向かうに従って内径a3が拡開するテーパ状の嵌合穴4aが設けられるとともに、外径Dが水冷端42から後端部に向かうに従って拡大するテーパ状とされており、電極チップ4の嵌合穴4aに、JIS C 9304で規定される呼び径Dが20mmのアダプタ3の先端部3Bが挿入され、嵌合されてなるキャップ型電極1を用いて鋼板を溶接する。
(もっと読む)
溶接ガンのア―ム構造
【課題】 軽合金製のア―ムに形成した空洞に冷却水管を固定したもので、該冷却水管が損傷され難く、冷却機能の優れた溶接ガンのア―ム構造を提供する。
【解決手段】 押出し成形によって長手方向に内部が空洞13に形成された軽合金製の溶接ガン用ア―ム3,5において、前記空洞の長手方向内壁14に冷却水管15,16を挿着するU字状の溝17,18を一対設けると共に各溝に沿って小溝19,20と帯状舌片21,22を形成し、該帯状舌片をかしめ変形させて冷却水管を空洞の内壁に固定した溶接ガンのア―ム構造であり、U字状の溝を二対としてその対を冷却水管の固定用予備溝とすることもある。
(もっと読む)
抵抗溶接用ア―ム構造
【課題】アルミ素材のア―ムへの電極ホルダ―の組付け部位を変位可能にして容易で正確な溶接作業を行い得る抵抗溶接用ア―ムを提供を提供する。
【解決手段】ア―ム2の両側面にそれぞれ冷却水通路用の銅合金製のパイプ15,16を保持する保持部17,18を形成し、ア―ム先端の湾曲部10に前記各パイプの先端を接続した銅合金製の水路ガイド部材21,22をそれぞれ固着し、該水路ガイド部材の各水路と連通する水路を有する銅合金製の電極ホルダ―3を、前記ア―ムの湾曲端に電極ホルダ―の軸線方向に対して対称となる部位に形成した少なくとも1セットのボルト取付け孔29,29’に固定し、前記水路ガイド部材の各水路端と電極ホルダ―の各水路端の接続部をOリング25,26によりシ―ルし、前記電極ホルダ―に形成したシャンクロック機構33の部位を180度変位可能としたことを特徴とする抵抗溶接用ア―ム構造。
(もっと読む)
ガンア―ムの先端構造
【課題】アルミ合金製のガンア―ムの先端側に形成した穴に有底ブッシュを配置して電蝕の発生する恐れの少ないガンア―ムの先端構造を提供する。
【解決手段】アルミ合金製のガンア―ム1の先端側に形成した穴3内に、先端に電極4を取り付けた銅合金製の電極ホルダ2を挿入固定し、該電極ホルダ内に冷却水の流通路5を形成したガンア―ムの先端構造において、前記ガンア―ムに形成した穴内に銅または銅合金製の有底ブッシュ6を嵌装し、該ブッシュにより前記穴内における電極ホルダの外周を被覆すると共に、ブッシュに形成した基部8に冷却水の流入出部10,11を形成し、該流入出部を前記電極ホルダ内の冷却水流通路と連結し、前記ブッシュの外周面に電蝕防止手段15を施したガンア―ムの先端装置。
(もっと読む)
抵抗スポット溶接機
【課題】抵抗スポット溶接機の小型軽量化,耐久性向上,製作コスト削減を図る。
【解決手段】本発明は抵抗スポット溶接機の電極チップを駆動する駆動ユニット2の電動モータ3の出力軸15とボールねじ4とをカップリング12に直結する締結装置を有し,カップリングはボールねじを挿入する前方締結部16と出力軸を挿入する後方締結部17を有し,前方締結部内に固着したボールねじをケーシング7内のガイドロッド6に固着したボールナット5に組み込み,後方締結部とケーシングとの間には転がり軸受け19を同心上に固着し,前記ロッドの戻し位置で前方締結部が前記ロッド内径に挿入され,ケ−シングと前記ロッドとの間にローラフォロア31をカム溝30に案内する前記ロッドの回り止め手段11を設け,ガンアーム8の配管溝41に嵌合固着した耐熱性冷却チューブ40を電極把持部45に保持したチップベース48の冷却媒体通路46に連通する。
(もっと読む)
スポット溶接装置
【課題】この発明は上部電極の溶接ガンを横向き姿勢でてことして用いて鋼板その他の金属板の被溶接材を板状の下部電極のテ−ブル電極の上で加圧通電して溶接するスポット溶接装置であって、このテ−ブル電極と分離して隣接して設けられた支持ユニットにより溶接ガンをてことして支持するものである。
【解決手段】板状のテ−ブル電極120上の間で被溶接材Wを横向き姿勢で加圧通電する溶接ガン110をてことして回転自在に支持する支持ユニット200を具え、この支持ユニット200を縦方向に貫通する昇降通路250内に溶接ガン110の後端をてこの力点として上向き力を加えかつ溶接電流を通電する通電加圧棒220が昇降自在に挿通され、この通電加圧棒220を中心軸として支持ユニットが旋回する旋回装置500と支持ユニット200が平面上縦方向に案内して移動する縦方向案内装置600とを設ける。
(もっと読む)
スポット溶接機に供せられる溶接電極
【課題】この発明はスポット溶接機に供せられる溶接電極で、スポット溶接すべき機材や部材などの被溶接材の加圧通電に直接関与する先端のチップ部分をシャンク部分とこのシャンク部分とともに一体に構成し、この一体のホルダ部分からシャンク部分を経てチップ部分まで冷却水通路を連通させて構成する一方、少なくとも先端チップ部分の外周には導電性テ−プを沿わせて一体化した溶接電極を提案する。
【解決手段】スポット溶接機1の少なくとも一方の電極として供せられる溶接電極100において、スポット溶接すべき機材、部材を加圧し通電するチップ部分110とこのチップ部分に接続されるシャンク部分120とこのシャンク部分に接続されるホルダ部分130とを一体に構成する一方、このホルダ部分からシャンク部分を介してチップ部分に連通させて冷却水通路140を設け、さらに、チップ部分およびシャンク部分の外周に導電性テ−プ150を沿わせて成る。
(もっと読む)
1 - 8 / 8
[ Back to top ]