
Fターム[4E066CA16]の内容
電子ビームによる溶接、切断 (971) | 被溶接材 (258) | 特定物品 (125) | 容器 (7)
Fターム[4E066CA16]に分類される特許
1 - 7 / 7
真空容器の製造方法
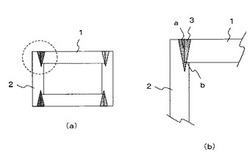
【課題】外側からの溶融接合のみで、歪みが小さく、形状精度が高い、低コストの導波管等の真空容器を製造する。
【解決手段】上下端部に段部が形成された一対の側板2と、前記段部に嵌合する上下板1からなる真空容器の製造方法において、前記側板と上下板の接合面に形成された垂直開先面aを溶接により接合する。
(もっと読む)
管台溶接方法、管台部補修方法および管台溶接構造

【課題】自動溶接で施工するのが可能で、効率よく、かつ、高照射線量下での作業を実施できる管台溶接方法を提供する。
【解決手段】容器の内表面19を、少なくともJ開先27を含む範囲に略円筒形状に掘設し肉盛開先部21を形成する肉盛開先加工工程と、肉盛開先部21の外側面29の延長部を形成する内側端面37を有するプラグ本体部33および内側端面37から突出し、肉盛開先部21と略同一軸線中心を有する突起部35を有するプラグ31を、内側端面37と肉盛開先部21の外側面29とが略一致するように管台孔13に挿着し、肉盛開先部21に肉盛溶接によって肉盛溶接部を形成する肉盛溶接工程と、肉盛溶接部にJ開先27を形成する容器側溶接開先部形成工程と、管台を挿入してJ開先27部を完成し、溶接する管台取付工程と、を備えている管台溶接方法である。
(もっと読む)
原子力発電プラント用炉心シュラウドの製造方法及び原子力発電プラント構造物
【課題】
本発明は、原子力発電プラントの溶接構造を有する炉心シュラウドをレーザ溶接で製造する場合に、開先部の組み立てが容易で、かつ、溶接部の凝固収縮に伴う、塑性変形領域及び残留応力が極力小さい溶接継手部が得られる原子力プラント用炉心シュラウドの製造方法及び原子力発電プラント構造物を提供するにある。
【解決手段】
炉心シュラウドを構成する複数の部材の突き合せ部を溶接するにあたり、突き合せ部には、ルート面を設け、かつルート面の長さを、前記複数の部材の突き合せ部の薄い方の板厚の25%から95%とし、ルート面以外には狭開先を設け、溶接ワイヤを用いたレーザ溶接により前記突き合せ部を溶接することを特徴とする。
(もっと読む)
耐食性及び加工性を有する金属薄板の製造方法
本発明は、塗装されていない鋼板(1,1´)からなる耐食性及び加工性を有する金属薄板の製造方法に関し、下記のステップを備える;鋼板(1,1´)を突き合せた状態で配置し、各接合溶接開先(14)に沿った溶接部(2)を形成するために、溶接ビーム(13)による突合せ溶接により、一方の溶接開先又は両方の溶接開先(14)を溶接し、溶接部(2)の形成中又は溶接部(2)が形成された直後に、焼きなましビーム(15)により、一方の溶接部(2)又は両方の溶接部(2)を熱処理し、接合された鋼板(1,1´)の一方の溶接部(2)又は両方の溶接部(2)を含む全表面をメタリック塗装により塗装する。 (もっと読む)
ビーム溶接装置、及びビーム溶接方法
【課題】ワークに対して照射するビーム出力を適切に変化させながら連続溶接を行うことが可能なビーム溶接装置を提供する。
【解決手段】ビーム溶接装置は、ワークに対してレーザビームや電子ビームなどのビームを照射することによって、ワークが封止されるように溶接を行う。具体的には、ビーム溶接装置は、ビーム出射手段によってビームを出射し、照射位置変更手段によって、ビームの照射位置をワーク内で移動させてワークを連続溶接させる。更に、ビーム溶接装置は、ビーム出力変更手段によって、1つのワークに対する溶接時にビーム出力を変化させる。これにより、ワークの角等に深い溶接跡や穴が開いてしまうことを防止しつつ、1つのワークを均等に封止することが可能となる。また、ワークに発生し得るリークを効果的に防止することができる。
(もっと読む)
ビーム溶接装置、及びビーム溶接方法
【課題】パワー出力を低減しつつ、確実に溶接を行うことが可能なビーム溶接装置及びビーム溶接方法を提供する。
【解決手段】リッド10aとパッケージ10bを備えるワークに対してレーザビームLB2又は電子ビームを照射することによってワークが封止されるように溶接を行う方法であって、リッドとパッケージの双方同時にビームスポットがかかる位置にビームを照射する。これにより、リッドの側面が溶融すると共に、パッケージの温度上昇によってリッドの底面が効果的に溶融し、さらにパッケージ自体が加熱されることによって、パッケージのシール面の濡れ性が向上する。したがって、上記のビーム溶接装置によれば、リッドとパッケージとを確実に溶接することができる。また、リッド上の熱の拡散が抑制されるため、ビームのパワー出力を低減することが可能となる。
(もっと読む)
圧力センサ
【課題】高い精度と信頼性を確保し、耐食性に優れ、かつ安価な圧力センサを提供すること。
【解決手段】圧力センサ1は、底部が薄肉部210とされたダイアフラム21と圧力導入継手10とを備えており、ダイアフラム21には機械強度の高いオーステナイト系の析出硬化型Fe−Ni耐熱鋼が用いられ、圧力導入継手10には比較的安価なオーステナイト系ステンレス鋼が用いられる。ダイアフラム21と圧力導入継手10とは溶接により一体的に形成され、このとき溶接部のNi含有量は適宜調整される。これにより圧力センサ1は高い精度と信頼性を確保することができ、圧力センサ1の製造においては高価なオーステナイト系析出硬化型Fe−Ni耐熱鋼の使用量を必要最小限に節約できる。また、オーステナイト系のステンレス鋼は耐食性に優れているため、圧力センサ1は腐食性の高い流体の圧力をも測定できる。
(もっと読む)
1 - 7 / 7
[ Back to top ]