
Fターム[4E070AB12]の内容
Fターム[4E070AB12]に分類される特許
1 - 20 / 20
金属線材の製造方法とこれにより製造される金属線材、皮剥ぎ装置、及び切削屑ガイド部材
【課題】金属線材の表層を連続して切削する皮剥ぎ工程を有する金属線材の製造方法において、皮剥ぎダイスにより金属線材の表層が切削されて生じる切削屑を、連続的に安定して排出させること。
【解決手段】金属線材の表層を連続して切削する皮剥ぎ工程を有する金属線材の製造方法であって、線材の送り通路と軸芯を一致させて配置され、上記金属線材を入口側に円形の切削刃を有する貫通孔に通過させて金属線材の表層を切削する皮剥ダイスと、皮剥ダイスの上流側に配置され、先端が尖った先細形状であり、該先端が皮剥ぎダイスの貫通孔の入口側に接近し、皮剥ぎダイスにより前記金属線材の表層が切削されて生じる切削屑を切断する2以上の切削チップと、中心部に金属線材が通過する貫通孔を有し、かつ切削チップの上流側に配置され、切削チップと共に切削屑の排出路を形成するガイド板と、を有する皮剥ぎ装置により皮剥ぎすることを特徴とする金属線材の製造方法。
(もっと読む)
伝動ベルト及びその製造方法

【課題】継続的な繰り返し負荷に対しても撚り緩みが生じず巻き付けた形状を維持することができる環状金属コードを備え、破断が生じにくく、かつ、製造が容易な伝動ベルト及びその製造方法を提供する。
【解決手段】伝動ベルトB1は、抗張力体となる環状金属コードC1と、環状金属コードC1を覆う被覆部70とを備え、環状金属コードC1は、少なくとも6本のストランド材1が撚り合わされた原コード20が解撚され、1本のストランド材1が、少なくとも6周回環状にされつつ他のストランド材1の抜けた螺旋状の空隙部5に余長部1eが嵌め入れられて巻き付けられて環状とされ、ストランド材1の環状の巻き付け中心に形成される中空部C1aの内径Diと、ストランド材1の直径Dsとが、Di/Ds≧1.07の関係を満足し、ストランド材1の両端末1a,1bが、合わせて環状の1周分より長く中空部C1aに収容されている。
(もっと読む)
環状金属コード、無端金属ベルト及び環状金属コードの製造方法
【課題】継続的な繰り返し負荷に対しても撚り緩みが生じず巻き付けた形状を維持することができる環状金属コード、無端金属ベルト及び環状金属コードの製造方法を提供する。
【解決手段】環状金属コードC1は、少なくとも6本のストランド材1が撚り合わされた原コード20が解撚され、1本のストランド材1が、少なくとも6周回環状にされつつ他のストランド材1の抜けた螺旋状の空隙部5に余長部1eが嵌め入れられて巻き付けられて環状とされ、ストランド材1の環状の巻き付け中心に形成される中空部C1aの内径Diと、ストランド材1の直径Dsとが、Di/Ds≧1.07の関係を満足し、ストランド材1の両端末1a,1bが、合わせて環状の1周分より長く中空部C1aに収容されている。
(もっと読む)
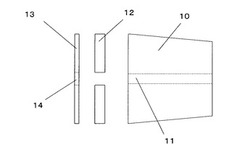
撚線機のフライヤー弓
【課題】フライヤー弓の回転時の空気抵抗を軽減して、省エネルギー化に貢献するフライヤー弓を提供する。
【解決手段】長手方向端部10aの幅W0に比べて、長手方向中央部10bの幅W1が狭い平面形状を備える。長手方向中央部と長手方向端部との間の中間部は、当該長手方向中央部から当該長手方向端部に行くに従って、なめらかに幅が漸増する平面形状にすることができる。
(もっと読む)
スチールワイヤの製造方法
【課題】螺旋癖付けを施したスチールワイヤにおける癖付け量のバラツキを抑制して、均一な品質を有するスチールワイヤが得られるスチールワイヤの製造方法を提供する。
【解決手段】スチールワイヤに螺旋癖付けを施した後、螺旋癖付けされたスチールワイヤを、下記式(1)および(2)、
b2>d2+π2(c2−a2+(2a−2c)e) (1)
a<c (2)
(式中、aは筒状穴部の内径(mm)であり、bは筒状穴部の長さ(mm)であり、cは前記スチールワイヤの癖付け量(mm)であり、dは該スチールワイヤの癖付けピッチ(mm)であり、eは該スチールワイヤの線径(mm)である)で示される関係を満足する筒状穴部に通すスチールワイヤの製造方法である。
(もっと読む)
伝動ベルト及びその製造方法
【課題】継続的な繰り返し負荷に対しても撚り緩みが生じず巻き付けた形状を維持することができる環状金属コードを備え、破断が生じにくく、かつ、製造が容易な伝動ベルト及びその製造方法を提供する。
【解決手段】伝動ベルトB1は、抗張力体となる環状金属コードC1と、環状金属コードC1を覆う被覆部70とを備え、環状金属コードC1は、少なくとも5本のストランド材1が撚り合わされた原コード20が解撚され、1本のストランド材1が、環状にされつつ他のストランド材1の抜けた螺旋状の空隙部5に、余長部1eが嵌め入れられて巻き付けられて環状とされ、その両端末1a,1bが交差されて互いに巻き付けられた箇所1cがストランド材1の巻き付け中心に形成される中空部C1aに入れられて、さらに両端末1a,1bの余長部が中空部C1aに収容されている。
(もっと読む)
環状金属コード、無端金属ベルト及び環状金属コードの製造方法
【課題】継続的な繰り返し負荷に対しても撚り緩みが生じず巻き付けた形状を維持することができる環状金属コード、無端金属ベルト及び環状金属コードの製造方法を提供する。
【解決手段】環状金属コードC1は、コアストランド2の周りに少なくとも7本のストランド材1が直径型付け率を70%以上91%以下に調整されて撚り合わされた原コード20が解撚され、1本のストランド材1が、原コード20のストランド材1の本数よりも少なくとも1周少ない周回環状にされつつ他のストランド材1の抜けた螺旋状の空隙部5に、余長部1eが嵌め入れられて巻き付けられて環状とされている。
(もっと読む)
ゴム製品補強用スチールコード
【課題】車両用タイヤや工業用ベルト等のゴム製品の補強材として使用されるゴム製品補強用スチールコードを、超偏平で且つ耐疲労性に優れたものとする。
【解決手段】3本の素線からなる芯の周りに側となるN(N=5〜13)本の素線を撚り合わせた3+N構造のスチールコードを、芯素線11が全て互いに略平行で、コード断面において略直線状に一方向に並ぶことによりコード断面が超偏平な形状となり、且つ、その芯素線11が式、P=0.22Pc〜0.43Pc、d1=1.02d〜1.05d(ただし、P:くせピッチ(mm)、Pc:側素線の撚りピッチ(mm)、d1:見掛けの外径(mm)、d:芯素線径(mm))を満たすことで、芯素線11が伸びやすくなって、芯素線11と側の素線12に引張荷重が分散されるようにする。
(もっと読む)
伝動ベルト及びその製造方法
【課題】継続的な繰り返し負荷に対しても撚り緩みが生じず巻き付けた形状を維持することができる環状金属コードを備え、破断が生じにくく、かつ、製造が容易な伝動ベルト及びその製造方法を提供する。
【解決手段】伝動ベルトB1は、抗張力体となる環状金属コードC1と、環状金属コードC1を覆う被覆部70とを備え、環状金属コードC1は、複数のストランド材1,2同士を撚り合わせた金属コード20が解撚されて合計断面積の異なる2つの線材群に分けられ、合計断面積の大きい方のストランド材1の群を再使用線材群3とし、合計断面積の小さい方のストランド材2の群を不使用線材群4として、再使用線材群3の長手方向の一部が環状にされつつその環状部分3aにおける不使用線材群4の抜けた螺旋状の空隙部5に再使用線材群3の余長部3bが嵌め入れられて巻き付けられている。
(もっと読む)
コード貼付制御方法及び同貼付制御装置
【課題】コード貼付用の多数軸同期制御を容易に行うと共に、その他数軸同期制御を従来と比して少ないプログラムで行う。
【解決手段】
コードCをコード供給部20から引き出し、引き出したコードCを定長に切断し、切断したコードCをコア50上の被貼付体上に貼り付ける一連のコード貼付工程を行う。その際、前記一連のコード貼付工程の始動から終了までの期間を一周期として、当該一周期の位相内における前記一連の工程を実施するための駆動手段となる複数の軸の各々の作動位相を記憶し、記憶された前記作動位相に従って各軸を作動制御する。
(もっと読む)
伝動ベルト及びその製造方法
【課題】破断が生じにくく、かつ、製造が容易な伝動ベルト及びその製造方法を提供する。
【解決手段】抗張力体となる環状金属コードC1と、環状金属コードC1を覆う被覆部とを備え、環状金属コードC1は、第1の金属素線31の一部が所定の環状径のループとされ、当該ループに対して第1の金属素線31の余長が螺旋状に複数周巻き付けられ、第1の金属素線31の始端部31aと終端部31bが結合されて形成された環状コア部3と、第2の金属素線11を複数本撚り合わせてなる1本のストランド材1が環状コア部3に対して螺旋状に複数周巻き付けられて環状コア部3の外周面を覆い、ストランド材1の巻き付け始端部1aと巻き付け終端部1bが結合されて形成された外層部4と、を有する。
(もっと読む)
切断装置
【課題】線条材のルートを変更することなく、あらゆる圧延機排出速度にて確実に作動することが可能な切断装置を提供する。
【解決手段】シヤー本体1Aは、パスラインを挟んで当該パスラインと直交する方向に平行に配置された一対の回転軸11u,11dをそれぞれ中心軸として互いに反対方向に連続回転するナイフホルダ12u,12dと、一対の回転軸11u,11dを駆動する駆動機構と、ナイフホルダ12u,12dを回転軸11u,11dの軸方向に移動させるリニアモータ16とから概略構成されている。ナイフホルダ12u,12dの先端部には、切断された線条材10の新しい先端部が上方を指向するように配置された第一の切刃13と、切断された線条材10の新しい先端部が下方を指向するように配置された第二の切刃14とが所定の間隔をあけて並設され、第一の切刃13と第二の切刃14との間の空間は線条材10の搬送路となっている。
(もっと読む)
玉掛けワイヤロープの形状修正装置および方法
【課題】修正装置本体の溝の中に玉掛けワイヤロープを通して装着し、テコ原理を用いることにより、作用点部でワイヤロープの変形部分を容易に修正することのできる玉掛けワイヤロープの形状修正装置および方法を得る。
【解決手段】延長方向に沿ってコ字状の溝を有するとともに、一端を作用点部とし、かつ他端を力点部とするレバー形状の本体1と、本体1の溝の開口側に位置し、かつ本体1の作用点部に近接するように貫通形成された軸穴1dと、軸穴1dに着脱自在に挿入された連結軸1bと、を備えている。ワイヤロープ2の変形部分2dを、連結軸1bの内側の作用点部に位置するように本体1の溝内に装着して、力点部にかかる力により修正する。
(もっと読む)
コイル状線材の矯正方法及び矯正装置
【課題】複数個の矯正ローラを用いてコイル状の線材を直線状に矯正するときに、直線性の精度を従来よりも向上することができる矯正方法及び矯正装置を提供する。
【解決手段】コイル状の線材Mが戴置される回転自在な回転台と、該線材Mを繰り出すあるいは引き出す線材供給手段(送りローラ2)と、基台32に二列に互い違いに配置されるとともに回動自由でかつその外周面で該線材M両側面から交互に付勢する複数個の円板状の矯正ローラ31A〜31Eと、を備えるコイル状線材の矯正装置1において、前記回転台または前記基台32を傾ける傾動手段5と、繰り出されたあるいは引き出された前記線材Mの略円弧部分を含む平面と、複数個の前記矯正ローラ31A〜31Eによりつくられる矯正平面と、が成す変位角を小さくするように前記傾動手段5を逐次制御する制御手段と、を備える。
(もっと読む)
長尺材の支持機構および該支持機構を用いる長尺材の支持ユニット並びに長尺材の振れ止めを行う振れ止め方法
【課題】加工時に発生する長尺材の振れや撓みを小さく抑えるとともに、長尺材の損傷を防止することができる長尺材の支持機構を提供する。
【解決手段】長尺材を支持する支持機構であって、長尺材Wの中心軸回りに配設される第1の球状体群C1と第2の球状体群C2とからなる球状体群Cと、該球状体群Cの外周回りに当接して配設される複数の可動保持部材1と、各可動保持部材1を前記長尺材Wの中心軸に向けて付勢する付勢手段としてのコイルばね2とを備えている。
(もっと読む)
金属線捲着用レンチ
【課題】 被連結金属線の中途適所に捲着金属線の端部を効率的且つ簡便に捲着、緊張することができる新たな結線技術を提供する。
【解決手段】 レンチ本体2の頭部22に、操作杆部21に直交状の配置で、適宜形状に設定された嵌着用縦貫孔42と、その全長に亘る外周面に該嵌着用縦貫孔42に繋がる装着用間隙44とを形成した主軸4が、ラチェット機構5を伴って貫通状に軸着され、頭部22に装着用間隙44に連通可能な装着口25を開口し、主軸4嵌着用縦貫孔42に対し、同嵌着用縦貫孔42に略一致された外郭形状とされ、その全長に亘る外周面所定巾に中心付近に至る縦貫溝部61を形成し、主軸4から露出する一端の縦貫溝部61より外側となる偏心適所に係止鉤部62が形成された中軸6を同心状に嵌着し、縦貫溝閉鎖金具71が中軸用抜け止め部8によって仮固定されるよう組み合わされてなる金属線捲着用レンチ1である。
(もっと読む)
線材矯正装置
【課題】2個の矯正ロールの押し上げ量を同時に調整することができる線材矯正装置を提供する。
【解決手段】2つの第1の加圧ロールと第1の溶射線材を矯正する第1の矯正ロールとから成る第1の矯正機構と、2つの第2の加圧ロールと第2の溶射線材を矯正する第2の矯正ロールとから成る第2の矯正機構とを備え、2つの第1の加圧ロールを一方の側面に取り付け2つの第2の加圧ロールを他方の側面に取り付けた加圧ロール支持部材と、加圧ロール支持部材の下方に設けた矯正ロール支持部材と、第1の矯正ロールを一方の側面に取り付け第2の矯正ロールを他方の側面に取り付けたスライド部材と、このスライド部材を矯正ロール支持部材に対してスライドさせる矯正ロールスライド機構とを備えている。この結果、一つの調整ボルトを回転させて、2個の矯正ロールの押し上げ量を調整することができる。
(もっと読む)
線材供給装置および線材の供給方法
【課題】 線材送出手段から軸周りに回転しながら送出される線材の軸周りの回転を許容しながら線材の送出先端部を線材送出方向へ位置決めすることを可能にする。
【解決手段】 コード供給装置80には、コード製造ライン10から軸周りに回転しながら送出されるコード20Aの送出先端部を保持した状態で線材送出方向(X方向)に移動する先端保持部82が設けられている。この先端保持部82は、コード製造ライン10から軸周りに回転しながら送出されるコード20Aの送出先端部と同軸上に配置された磁気吸着手段Mを有し、この磁気吸着手段Mでコード20Aの送出先端部を吸着することによりコード20Aの軸周りの回転を許容しながらコード20Aの送出先端部を保持可能に構成されている。
(もっと読む)
らせん線材の製造方法および装置
【課題】 簡単な方法・装置で、らせん中心軸線が直線となるらせん線材を製造できる。
【解決手段】 外円周面にらせん溝をもつ円柱体ダイス4をシリンダー3aの内側に同心に挿入し、両者を互いに固定し、かつ、全体を床に対し固定した状態で、線材を前記ダイスのらせん溝に送り込む。ダイス4は、ホルダーシリンダーの内側に同心に挿入される円柱本体の一端部に回り止め頭部をもち、 線材導入部に直線溝、および該直線溝に続くらせん溝を前記円柱本体の外円周面にをもつ。前記回り止め頭部を凹所に係合させて前記ホルダーシリンダーの一端に着脱自在に取り付けられ、かつ、前記ダイスの溝入口に同心の線材案内孔5dをもつ案内部材5が設けられる。
(もっと読む)
可変トリガー・リンク機構を有するケーブル結束工具
ケーブル結束工具(20)は、工具ハンドル(24)への接続部(58)によって工具ハンドル内に支持される可変トリガー・リンク機構(54)を有する。このトリガー・リンク機構(54)はレバー(38、39)に連結され、かつ、トリガー・リンク機構(54)を開位置から閉位置に移動させることが、二者択一的にその近または遠位置のところにあるレバー(38、39)をして、トリガー・リンク機構(54)を開位置から閉位置に移動させるためにそれに一定の力が加えられるとき、遠(48)位置での係合が結果として、レバー(38、39)によって工具ヘッド(35)に加えられる力が近(46)位置での係合に由来するレバー(38、39)によって工具ヘッド(35)に加えられる力より大きくなるように、トリガー・リンク機構(54)をレバー(38、39)に連結させるように、開位置と閉位置の間を移動可能である。  (もっと読む)
(もっと読む)
1 - 20 / 20
[ Back to top ]