
Fターム[4E070BA11]の内容
Fターム[4E070BA11]の下位に属するFターム
Fターム[4E070BA11]に分類される特許
1 - 5 / 5
線と接続要素の固定装置
本発明は、接続要素に線を取り付ける装置に関し、この装置はプレス面をそれぞれ備える上型と下型を含む。少なくとも1つの凹部が、上型と下型の間のプレス面の外側に設けられている。 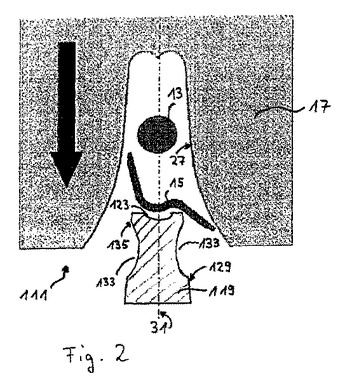 (もっと読む)
(もっと読む)
電線導体の製造方法
【課題】断線しにくく、かつ、細径化に対応した銅合金電線導体の製造方法を提供する。
【解決手段】 電線導体の接合部に接合処理と熱処理を行うことを特徴とする銅合金電線導体の製造方法であって、SCRなどの連続鋳造装置により、所望の成分からなる銅合金の荒引線を製造し、前記荒引線を冷間加工により伸線処理(荒引線の伸線処理)し、焼鈍処理をほどこす。ついで伸線処理(第一の伸線処理)し、さらに伸線処理(第二の伸線処理)を施して自動車電線用素線とする。第一の伸線処理と第二の伸線処理を施す際、電線導体の端部に接合処理及び熱処理を施す。前記接合処理は、前記熱処理の前でも後でもよい。前記接合処理は、一方の電線導体の端部ともう一方の電線導体の端部を接合する処理である。好ましくは、前記熱処理は、前記接合部を500〜850℃で0.5〜30分熱処理する。
(もっと読む)
端子接続装置
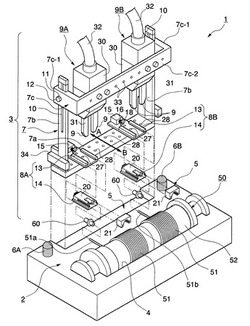
【課題】本発明は、一の装置で多様な仕様の管継手に簡便対応可能な端子接続装置を提供する。
【解決手段】成形金型コア52の外周面に電熱抵抗線51が巻回されたワーク50を対象として、電熱抵抗線51の両端部51a、51bに、それぞれ端子ピン60を外挿して、該両端部と各端子ピンとを接続する端子接続装置1であって、コアベース2と、コアベース2に保持されたワーク50に対向配置されるかしめ機構3とを備えてなり、かしめ機構3は、フレーム7に電熱抵抗線51の両端部51a、51bに対向するように設けられ、各端子ピン60を保持する第1、第2の端子ピン保持体8A、8Bと、両端子ピン60に端部51a、51bをそれぞれ挿入した状態で該各端部に対し第1、第2のかしめ具9、9とを備えて構成され、第1、第2の端子ピン保持体8A、8Bが、端部51a、51b間方向に位置調整可能にフレーム7に固定されていることを特徴とする。
(もっと読む)
コイル端子のカシメ装置及びカシメ方法

【課題】コイル端子の通電カシメを自動化させたコイル端子のカシメ装置及びカシメ方法を提供すること。
【解決手段】ワークWをその中心軸が鉛直方向を向くように作業テーブル10上に設置し、その中心軸を中心にワークWを回転させる回転手段12および、ワークを中心軸方向に昇降させる昇降手段25とを備えたワーク支持機構と、作業テーブル10の上方にあって、ワークWから上方に起立したリード線100先端の芯線101を把持する把持手段21,22および、ワークWのチャックの中心軸方向に昇降させる昇降手段25とを備えたチャック機構と、セットした端子110に芯線101が挿入された状態で通電カシメする一対のカシメ電極41,42を備えたカシメ機構とを有するコイル端子カシメ装置1。
(もっと読む)
細長い素材を形状化する装置および方法
【課題】本発明は、細長い素材を形状化する装置および方法に関する。
【解決手段】細長い素材を形状化する本発明の装置(824−864)は、装置が装置の中で素材を案内するためのトラック(821)を含むという点で特徴があり、素材が装置に供給される場合に、トラックは要求された形状に素材の動きを案内するために配置され、装置は、形成の後、装置から細長い素材を取り除くためのトラックの全体長に沿った開口(823、824)を含む。本発明によって、容易かつ効率的に結び目および要求された形状の他の構造を得ることが可能である。
(もっと読む)
1 - 5 / 5
[ Back to top ]