
Fターム[4E081DA02]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 開先形状、寸法 (88) | 狭開先 (26)
Fターム[4E081DA02]に分類される特許
21 - 26 / 26
溶接装置、溶接方法
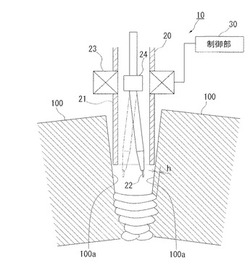
【課題】厚板であっても、溶接効率を高め、溶接を確実に行うことのできる溶接装置、溶接方法を提供することを目的とする。
【解決手段】溶接ワイヤ22の先端部を振動させるために電磁石23に印加する周期的な駆動電流に同期させて、溶接ワイヤ22でアークを生じさせるために溶接ワイヤ22に印加する電流を制御する。このとき制御部30では、溶接ワイヤ22の振幅が最大となり、溶接ワイヤ22の先端部が厚板100の端面100aに近接する部分に位置したときに、溶接ワイヤ22に印加する電流値を高めるように制御する。さらに、溶接ワイヤ22の先端部が、開先中央部近傍に位置したときには、溶接ワイヤ22に印加する電流値の絶対値を反転させるようにするのが好ましい。
(もっと読む)
立向姿勢溶接方法及び立向姿勢溶接構造

【課題】 厚板鋼板であってもコスト増を抑え且つ小入熱化により強度維持を図りながら効率よく溶接を実現可能な立向姿勢溶接方法及び立向姿勢溶接構造を提供する。
【解決手段】 立向姿勢の一対の厚板鋼板(1,1)の端縁間に所定の狭開先ギャップを有したI形開先を形成し、アーク溶接機の溶接トーチ(20)から突き出した溶接ワイヤ(30)を厚板鋼板の板厚方向に対し斜め上方からI形開先内に挿入する。そして、溶接トーチを揺動させることで該溶接トーチの先端から送出される溶接ワイヤの先端をI形開先内で板厚方向に往復動させ、且つ、溶接ワイヤの先端を往復動させる間にアーク溶接機を溶接金属の往復二層の厚み分だけ厚板鋼板に沿い下から上へ移動させて溶接金属をI形開先内に積層する。
(もっと読む)
揺動する電極による狭開先サブマージアーク溶接法
本発明により開示されたサブマージアーク溶接法では、第1のビード(50)を形成するために開先(10)の内側でワイヤ電極(30)の揺動運動が行われ、この揺動運動の際には、ワーク側縁(20a,20b)の一方と開先(10)の中央領域(12)との間でアーク(40)が往復運動させられ、これにより第1のビード(50)は、第1のワーク側縁(20a)から第2のワーク側縁(20b)まで延びないようになっている。  (もっと読む)
(もっと読む)
配管溶接施工方法
【課題】
オーステナイト系ステンレス鋼配管の、炉水と接する内面側の溶接部の引張方向の残留応力を低減させる、さらには残留応力を圧縮方向に転化させることで、応力腐食割れを抑制する。
【解決手段】
オーステナイト系ステンレス鋼配管の開先を材質の異なる2種類の溶接用ワイヤを用いて積層する配管溶接施工方法において、
前記開先を特定範囲の寸法形状に形成する製作工程と、前記開先底部の裏面側に特定の裏ビード幅を形成させる初層裏波溶接工程又は仮付け溶接工程の少なくともいずれかの工程と、開先裏面から特定の累計積層ビード高さまで、オーステナイト系ステンレス鋼ワイヤを積層溶接する第1の積層溶接工程と、ニッケル基合金系ワイヤを前記開先上面部の最終層まで積層溶接する第2の積層溶接工程とからなる配管溶接施工方法。
(もっと読む)
消耗電極式ガスシールドアーク溶接方法
【課題】 水平固定管のルートパスの溶接速度を大幅に向上することが可能な消耗電極式ガスシールドアーク溶接方法を提供する。
【解決手段】 固定管1,2の突き合わせ部に開先を形成して固定管1,2の開先突き合わせ部3aの初層溶接を行なう際に、開先突き合わせ部3aの裏面側に裏当金属材4を当接させるとともに、電極ワイヤの送給速度をWFS(m3/分)とし、溶接速度をVs(m/分)としたときに下記(1)式が成立する条件で溶接を行なうことを特徴とする消耗電極式ガスシールドアーク溶接方法を採用する。
WFS=3.2×10−6Vs+b(b=5.6×10−6〜8.6×10−6) (1)
(もっと読む)
厚板金属の突合せ溶接方法
【課題】 厚板金属の突合せ溶接において、開先加工、カーボンアークガウジング加工、グラインダー作業をなくし、大幅なコストダウンと施工時間の短縮を行うこと。
【解決手段】 厚板金属の突合せ溶接を行うに当たり、2枚の厚板金属の端部を開先加工せず、2枚の厚板金属の突合せ部に矩形断面、又は円形断面をもつ同一金属を挟むこと。さらに、前記突合せ溶接方法に使用する溶接装置が偏芯電極回転ナローギャップTIG溶接装置であること。
(もっと読む)
21 - 26 / 26
[ Back to top ]