
Fターム[4E081DA23]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 溶接姿勢 (84) | 全姿勢又は複数の姿勢 (28)
Fターム[4E081DA23]の下位に属するFターム
鞍型溶接 (2)
Fターム[4E081DA23]に分類される特許
21 - 26 / 26
管寄/スタッブ管溶接構造体ならびにそれを備えたボイラ装置
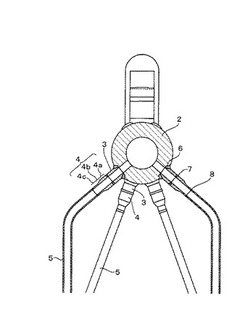
【課題】管寄とスタッブ管との溶接部の割れが有効に防止できる管寄/スタッブ管溶接構造体を提供する。
【解決手段】W、Mo、Nb、V含有の9Cr〜12Cr鋼からなる管寄2に同一材質のスタッブ管3を植え込み溶接し、スタッブ管3とレグチューブ5をトランジションピース4を介して接続した管寄/スタッブ管溶接構造体において、スタッブ管3、トランジションピース4、レグチューブ5の内径を略同一とし、スタッブ管3の肉厚をレグチューブ5の肉厚より1.2〜3.0倍に大きくしたことを特徴とする。
(もっと読む)
管端自動シール溶接方法

【課題】管端シール溶接する際に、最適条件でシール溶接が行える管端自動シール溶接方法を提供する。
【解決手段】 鉛直に設けられた管板4の各管穴に伝熱管5を挿入し、その管穴41回りに溶接トーチ23を回転させてTIG溶接する管端自動シール溶接方法において、伝熱管回りの溶接ゾーンを複数に分割し、その分割ゾーン毎に溶接条件を設定してシール溶接する。
(もっと読む)
管端シール溶接装置および電極交換方法
【課題】電極の交換作業を容易に行うことができ、かつ電極交換後の調整作業を省略できる管端シール溶接装置および電極交換方法を提供する。
【解決手段】管6に挿入される心金21と、その心金21の周りに旋回自在に設けられたトーチ22と、そのトーチ22に着脱自在に取り付けられた電極24とを備えた管端シール溶接装置1の電極交換方法において、トーチ移動手段26と、トーチ位置検出手段27と、トーチ位置記憶手段とを設け、上記電極24の交換前に上記トーチ位置記憶手段にてトーチ22の原点位置を記憶し、その後、上記トーチ移動手段26にて上記トーチ22を上記心金21に対して離間させ、その離間した状態で上記電極24を交換し、交換後、上記トーチ移動手段26にて上記トーチ22を、上記心金21に近接させて、上記トーチ位置記憶手段に記憶された上記原点位置に復帰させるものである。
(もっと読む)
インターナルクランプ装置
【課題】接続する管に挿入してセットした状態で作業者等が管路内を自由に行き来することができ、接合する管の開先合わせ及び開先部の裏当て金を設置して溶接するときの作業性を向上する。
【解決手段】インターナルクランプ装置1を使用して管2aと管2bを溶接するとき、接合する一方の管2aの内部にインターナルクランプ装置1を挿入し、ヘッド6に取り付けてある裏当て銅板11の中央が管2aの開先線と一致するようにインターナルクランプ装置1の位置を調整する。このインターナルクランプ装置1を管2a内に挿入して位置調整しているとき、管2aが大口径の場合には、作業者はインターナルクランプ装置1のシリンダ保持部5に設けた貫通孔7を通って管2a内に行き来できるから、インターナルクランプ装置1の位置決め作業等を容易に行うことができる。
(もっと読む)
消耗電極式ガスシールドアーク溶接方法
【課題】 水平固定管のルートパスの溶接速度を大幅に向上することが可能な消耗電極式ガスシールドアーク溶接方法を提供する。
【解決手段】 固定管1,2の突き合わせ部に開先を形成して固定管1,2の開先突き合わせ部3aの初層溶接を行なう際に、開先突き合わせ部3aの裏面側に裏当金属材4を当接させるとともに、電極ワイヤの送給速度をWFS(m3/分)とし、溶接速度をVs(m/分)としたときに下記(1)式が成立する条件で溶接を行なうことを特徴とする消耗電極式ガスシールドアーク溶接方法を採用する。
WFS=3.2×10−6Vs+b(b=5.6×10−6〜8.6×10−6) (1)
(もっと読む)
傾斜登り隅肉溶接方法およびその自動隅肉溶接装置
【課題】 水平に対し傾斜した隅肉継手の溶接品質を向上することができる傾斜登り隅肉溶接方法と、その傾斜隅肉継手を簡易に能率よく自動溶接できる傾斜登り自動隅肉溶接装置を提供する。
【解決手段】 下板1上を走行し、溶接線倣い手段を有する走行台車20と、下板1と立板2とで形成される、水平に対し傾斜した傾斜溶接線3を隅肉溶接する溶接トーチ11と、溶接トーチ11を揺動させるトーチ揺動手段と、トーチ軸を中心に前記トーチ揺動手段を回転して溶接トーチの揺動方向を水平方向に調節する揺動方向調節手段とを備えた傾斜登り自動隅肉溶接装置により、溶接トーチ11の揺動方向を水平方向に調節して傾斜溶接線3を上進溶接する。
(もっと読む)
21 - 26 / 26
[ Back to top ]