
Fターム[4E082EA03]の内容
Fターム[4E082EA03]の下位に属するFターム
Fターム[4E082EA03]に分類される特許
1 - 9 / 9
加工装置
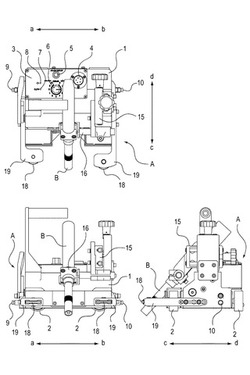
【課題】個々のスイッチ類に幾つかの複合した機能を持たせることによって、部品を削減した加工装置を提供する。
【解決手段】被加工材とトーチを相対的に移動させるための加工装置であって、一つの押ボタンスイッチ5と、被加工材とトーチとの相対的な移動方向を設定するための第1の指標設定点を有する一つのボリューム6と、走行台車Aが停止しているときに第1の指標設定点からの信号を受けたとき被加工材とトーチとの相対的な移動方向を切り替え且つ被加工材とトーチが相対的に移動しているときボリューム6からの信号に応じて相対的な移動速度を変更するように制御する制御装置25と、を有し、走行台車Aが停止しているときにボリューム6を操作して第1の指標設定点からの信号を制御装置25に伝えて相対的な移動方向を設定すると共に押ボタンスイッチ5を操作して相対的に移動させるように構成したものである。
(もっと読む)
溶接シミュレータ

【課題】簡易な構成でより効率的な溶接作業の学習が可能な溶接シミュレータを提供する。
【解決手段】溶接シミュレータ1は、3つのターゲット22a,22b,22cを有する溶接トーチ20と、ターゲット11a,11b,11cを有し溶接対象Mを表示するモニタ10と、溶接トーチ20のターゲット22a,22b,22c及びモニタ10のターゲット11a,11b,11cを検知して溶接トーチ20のモニタ10に対する位置及び角度を検出するカメラセンサ30と、モニタ10上の表示を制御する制御部40と、を備えている。ここで、制御部40は、使用者がモニタ10上の溶接対象Mに溶接トーチ20を当てるようにして溶接作業を模擬した場合に、カメラセンサ30により検出された位置及び角度に応じてモニタ上の溶接対象Mに溶接部をリアルタイムで表示させる。
(もっと読む)
溶接機用電源装置
【課題】 効率的にパラメータの設定が行える。
【解決手段】 ケース94に設けられたパネル96に複数の操作子が設けられている。複数の操作子のうち1つの操作子66が、操作棒66aと、この操作棒66aの先端に設けられた円筒状の操作部66bとを、有している。操作棒66aは、押すことが可能であり、かつその長さ方向の回りに回転可能であり、操作部66bを押すたびに、複数のパラメータ設定モードのうち予め定められた互いに異なるものが呼び出され、操作部66bを回転させることによって、呼び出されたパラメータ設定モードにおいてパラメータが設定される。パネル96には、操作すると、パラメータ設定モードを1つ前に呼び出されていたパラメータ設定に戻すモード戻しスイッチ104bが設けられている。
(もっと読む)
アーク加工用電源装置
【課題】 複雑な倍電圧整流回路の構成を簡単な回路構成で実現すること。
【解決手段】 直流電圧を出力する三相全波整流回路と三相全波整流回路と並列に設けた同一容量の2つの平滑コンデンサからなる直列回路とインバータ回路を制御する出力制御回路と主変圧器の出力を整流する二次整流回路とを設けたアーク加工用電源装置において、三相全波整流回路のプラスと直列回路の中点との間に設けた第1充電用素子と三相全波整流回路のマイナスと直列回路の中点との間に設けた第2充電用素子と、第1充電用素子のコレクタと直列回路のプラスとの間に設けたダイオードと第2充電用素子のエミッタ側と直列回路のマイナス側との間に設けたダイオードと、直流電圧が基準電圧以下のとき第1及び第2充電用素子を導通し、基準電圧以上のとき第1及び第2充電用素子を遮断する充電制御回路とを、備えたことを特徴とするアーク加工用電源装置である。
(もっと読む)
溶接電源のロック制御方法。
【課題】 溶接電源に複数のロックモードを有し、ロック設定用キースイッチの操作によって所望のロックモードを選択することができるようにすること。
【解決手段】 溶接電源は第1ロックモード及び第2ロックモードを有し、溶接電源に設けられたロック設定部によって第1ロックモードを選択すると、溶接電源のフロントパネル及び溶接電源外部からの複数の指令信号の中から溶接起動・停止指令信号、溶接ワイヤを送給させるインチング指令信号及びシールドガスを放流させるガスチェック指令信号の入力を許可しその他の指令信号の入力を禁止してロックし、ロック設定部によって第2ロックモードを選択すると指令信号の中から溶接起動・停止指令信号、インチング指令信号、ガスチェック指令信号、出力電流指令信号及び出力電圧指令信号の入力を許可し、その他の指令信号の入力を禁止してロックすることを特徴とする溶接電源のロック制御方法。
(もっと読む)
アーク溶接方法および装置
【課題】アークねらい機能の付加と同時に、高周波ノイズの軽減と、速やかな所望電流値への移行性能を確保するアーク溶接方法および装置を提供すること。
【解決手段】先ず主電極の先端部位を母材の被溶接部位に接近させ、局部照明を目的とした微小電流によるアークを高周波電圧による起動で発生させる。主電極の先端部位と母材の被溶接部位の間を光線で結ぶことで主電極のスタート位置を確定し、該アークを主電流アークに移行させて溶接するアーク溶接方法とした。高周波電圧発生期間は溶接スタートから休止迄の期間内での一回の最短時間のみであり、溶接スタートから休止を経て再スタートまでの期間は微小電流アークを継続しているため、再スタート時には高周波電圧による起動が不要であるから高周波障害が軽微である。
(もっと読む)
溶接機用電源装置
【課題】 溶接作業に先立って毎回行われる煩雑な各種溶接条件の設定を省略する。
【解決手段】
溶接プロセス、各種のパラメータの値を含む各種の溶接条件を操作パネル部分96において設定する。メモリ105は、操作パネル部分96で設定された溶接条件を記憶し、主電源スイッチ1のターンオフ後もそれを保持する。溶接を行うために主電源スイッチ1をターンオンすると、メモリ105に記憶された溶接条件が呼出されて、その溶接条件が溶接用電源装置に設定される。
(もっと読む)
非消耗電極式ガスシールドアーク溶接における溶接電流の制御方法および電源装置
【課題】 操作が容易で、総ての電流値を定格電流の範囲内に納めることができる非消耗電極式ガスシールドアーク溶接における溶接電流の制御方法および電源装置を提供すること。
【解決手段】 交互に繰り返される第1の期間Tuと第2の期間Tdと、平均電流値Iwと、電流の振幅Iyとを定めておき、第1の期間Tuは振幅Iyのプラス側または増加する側の電流を、第2の期間Tdは振幅Iyのマイナス側または減少する側の電流を、それぞれ供給すると共に、第1の期間Tuと第2の期間Tdにおける電流値の平均値が平均電流値Iwとなるように制御する。
(もっと読む)
非消耗電極式のガスシールドアーク溶接電源
【課題】 未熟練の作業者であっても使いこなすことができ、作業能率を向上させることができる非消耗電極式のガスシールドアーク溶接電源を提供すること。
【解決手段】
溶接を行うための電流である主電流Iwの値毎に、溶接に用いるパラメータの値を定めた条件テーブル22を設けておき、設定された主電流Iwの値により溶接条件を定めるパラメータの値を一義的に定まるようにする。なお、パルス溶接を行う場合は、パルス電流Ipの電流値Ipが定格電流の最大値を超えないように、かつ、ベース電流Ibの電流値Ibが定格電流の最小値未満にならないように電流値Ipと電流値Ibを設定する。
(もっと読む)
1 - 9 / 9
[ Back to top ]