
Fターム[4E084CA06]の内容
溶接用非金属材料(フラックス) (4,852) | 目的、効果 (739) | 溶接部の性質 (208) | 疲労強度向上 (9)
Fターム[4E084CA06]に分類される特許
1 - 9 / 9
亜鉛めっき鋼板の隅肉アーク溶接方法
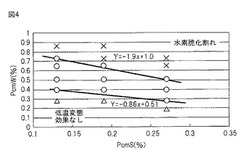
【課題】高強度亜鉛めっき鋼板のアーク溶接(特にパルスMAG溶接)において、鋼板に低温変態溶接材料を適用しても、水素脆化割れが発生する。また、高O2、高金属粉比のフラックス入りワイヤを用いても溶滴移行形態の不安定化に伴う。そこで、本発明は、高強度亜鉛めっき鋼板のアーク隅肉溶接の安定化による高強度継手強度の実現を課題とする。
【解決手段】溶接ワイヤ成分が、
C:0.15〜0.5%、Si:0.3〜1.5%、Mn:0.2〜3.0%、SiO2、Al2O3、TiO2、Na2OおよびK2Oが0.1〜0.4%、
O:0.05〜0.25%、残部Feであって、
充填率:5〜12%であるフラックス入り溶接ワイヤを用い、鋼板の割れ感受性指数(PcmS)および溶接ワイヤの割れ感受性指数(PcmW)が以下の関係となる亜鉛めっき鋼板の隅肉パルスMAG溶接方法。
−0.86×PcmS+0.51 ≦ PcmW ≦ −1.9×PcmS+1.0
(もっと読む)
すみ肉溶接継手およびガスシールドアーク溶接方法

【課題】溶接材料による止端部の圧縮残留応力の付与に過度に頼らず、応力集中を改善することで高い疲労強度を有すると共に、割れがなく、靭性にも優れたすみ肉溶接継手、および、このすみ肉溶接継手を得るためのガスシールドアーク溶接方法を提供する。
【解決手段】アーク溶接により形成された鋼のすみ肉溶接継手であって、溶接金属のマルテンサイト変態開始温度(Ms点)が400℃以上550℃以下、溶接止端部の止端半径ρを母材の板厚tで割った値(ρ/t)が0.25以上、かつ下記式
Ms(℃)≦375×[ρ/t]+320・・・(1)
を満たし、かつ割れ欠陥のないことを特徴とする。
(もっと読む)
薄鋼板の隅肉アーク溶接方法
【課題】 溶接速度80cm/min超150cm/min以下でも、溶接止端部形状が良好で、溶接継手の疲労特性を向上させることのできる、薄鋼板の隅肉アーク溶接方法を提供する。
【解決手段】 本発明は、1.6〜6mm厚の鋼板の隅肉アーク溶接を、フラックス入りワイヤを用いた溶接速度80cm/min超150cm/min以下のガスシールドアーク溶接で行う際、前記鋼板とアーク溶接用フラックス入りワイヤとを、{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるように組み合わせることを特徴とする。
(もっと読む)
純Arシールドガス溶接用MIGフラックス入りワイヤ及びMIGアーク溶接方法
【課題】高価な金属資源及び不必要な温室効果ガスを使用せず、且つスラグ及びヒュームの発生を抑制し、更には高い静的引張強度と疲労強度を有する溶接継手を得ることができる鋼用の純Ar−MIG溶接用溶接ワイヤと溶接方法を提供する。
【解決手段】外皮133として炭素鋼の帯鋼をパイプ状に溶接したもの又はシームレス鋼管を用い、内部にフラックス131を充填して伸線したフラックス入りワイヤ13において、フラックス131はワイヤ全質量あたり7乃至27質量%を占め、ワイヤ13は、フラックス131中にグラファイトをワイヤ全質量あたり0.16乃至2.00質量%含有し、他に鉄粉をフラックス全質量あたり20質量%以上含有する。
(もっと読む)
フラックス入りワイヤ及びそれを用いた溶接継手
【課題】ビード断面の止端部の形状が良好で疲労き裂発生が遅く,疲労特性に優れる継手が得られるフラックス入りワイヤ及びそれを用いた溶接継手を提供する。
【解決手段】溶着金属の組成が、C:0.005%以上0.5%以下、Si:8.6%以上10.0%以下、Mn:0.1%以上2.0%以下、残部がFeおよびその他不可避元素で、フラックス中にフラックス全重量に対する比でSi:20.0%以上30.0%以下を含有することを特徴とするフラックス入りワイヤ。上記のフラックス入りワイヤを用いて溶接した溶接継手であって、溶接金属の組成がC:0.5%未満,Si:5.6%以上8.0%以下,Mn:2.0%以下を含有し、溶接止端部の形状について、応力集中係数Ktの値が2.3以下である溶接継手。
(もっと読む)
ガスシールドアーク溶接フラックス入りワイヤ及び溶接方法
【課題】高価な元素を用いず、かつ伸線性と高酸素性、高窒素性、及び低スラグ性に優れたフラックス入りワイヤを用いることにより、低コストで溶接金属のMs点を低下させて疲労強度を向上すると共に、優れた高速溶接性、低スパッタ性、低スラグ性、及びアーク安定性を実現するガスシールドアーク溶接フラックス入りワイヤ及び溶接方法を提供する。
【解決手段】C:0.16〜1.50%、Si:0.30〜1.50%、Mn:0.50〜5.00%、O:0.020%以上、及びN:0.0020〜0.0400%を含有し、P:0.030%以下、S:0.030%質量以下、Ti:0.15%以下、Al:0.20%以下、F及びCa:各元素あたり0.100%以下、K、Na、及びLi:総量で0.200%以下、Mg:1.00%以下、REM(希少金属元素):0.50%以下、Ni、Cr、Nb、V、Mo及びCu:各元素あたり2.00%未満、B:0.0100質量以下%に規制し、残部はFe及び不可避不純物からなり、かつフラックス率が7〜30%である。
(もっと読む)
スラグ量が少ないメタル系フラックス入りワイヤおよび高疲労強度溶接継手の作製方法
【課題】従来のメタル系フラックス入りワイヤを用いたガスシールドアーク溶接に比べてスラグ発生量が格段に少ないワイヤ及び高疲労強度溶接継手の作製方法を提供する。
【解決手段】板厚が1.0〜5.0mmであり、かつ強度が440〜980MPaである鋼板をガスシールドアーク溶接するためのワイヤであって、ワイヤ全体の質量%で、SiC以外のC:0.001〜0.20%、SiC:0.6〜1.2、SiCおよびSiO2以外のSi:0.05〜1.2%、Mn:0.2〜3.0%を含有し、P:0.03%以下、S:0.02%以下に制限し、さらに、SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上を合計で0.05〜0.40%含有し、残部が鉄および不可避不純物からなり、かつ前記SiC、および、前記SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上は少なくともフラックスとして鋼製外皮内に含有するワイヤ。
(もっと読む)
高強度鋼板のサブマージアーク溶接方法
【課題】 引張強度が700MPa〜1200MPaの高強度鋼板をサブマージアーク溶接する際に鋼板と同等の引張強度が700MPa〜1200MPaの高強度の溶接金属が得られ、かつ溶接ビード止端部に発生する亀裂欠陥を防止し、欠陥の無く健全で、強度、疲労強度などの機械的強度に優れた溶接継手を得ることができる高強度鋼板のサブマージアーク溶接方法を提供する。
【解決手段】 引張強度が700〜1200MPaの高強度鋼板を充填フラックスと溶接ワイヤを用いてサブマージアーク溶接する方法において、粒径210μm以下の細粒が5〜60質量%含有する粒度分布を有するフラックスを用い、溶接ビード単位長さ当たりの開先内体積(Vg)に対する溶着金属体積(Vd)の比(Vd/Vg)が1.05〜3.00であり、かつ引張強度が700〜1200MPaである溶接金属を開先内に形成する高強度鋼板のサブマージアーク溶接方法。
(もっと読む)
メタル系フラックス入りワイヤおよび溶接方法
【課題】 メタル系フラックス入りワイヤにおいて、スラグ材成分を規定し、かつグラファイトを所定の値の範囲内で添加することによりスラグ生成量を低減し良好な塗装性を確保できるメタル系フラックス入りワイヤを提供する。
【解決手段】 スラグ材の規制およびグラファイトの規定によりスラグ生成量を低くし、フラックス入りワイヤの塗装性を確保するために、ワイヤ全体の質量%で、グラファイト以外のC:0.001〜0.20%、グラファイト:0.10〜0.7%、SiO2以外のSi:0.05〜1.2%、Mn:0.2〜3.0%を含有し、P:0.03%以下、S:0.02%以下に制限し、さらに、SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上を合計で0.05〜0.40%含有し、前記グラファイト、および、前記SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上は少なくとも前記フラックスとして含有させる。
(もっと読む)
1 - 9 / 9
[ Back to top ]