
Fターム[4E087GA15]の内容
Fターム[4E087GA15]に分類される特許
1 - 5 / 5
鍛造装置及び鍛造方法
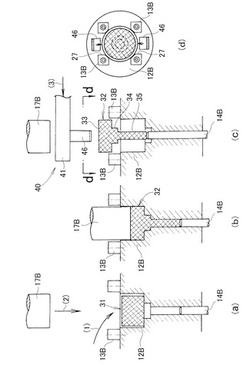
【課題】簡便な成形品倒れ防止策が講じられる鍛造技術を提供する。
【解決手段】金型の下型12Bには、ノックアウトピン14Bで押し上げられる縦長の成形品32が倒れることを防止する支え部材13Bが付設されている。
(もっと読む)
軸肥大加工装置

【課題】軸肥大加工中に肥大部が座屈することを防止できる軸肥大加工装置を提供する。
【解決手段】金属棒材のワークが配置されるべき基準線Aと、基準線Aに沿って互いに接離可能な一対のホルダユニット6a、6bと、一対のホルダユニット間に保持されたワークを基準線A回りに回転させる駆動手段32と、一対のホルダユニット間に保持されたワークを基準線Aの方向に加圧する加圧手段84と、基準線上に曲げ中心を有し、ワークを曲げ中心から傾斜させるべく対応する側のホルダユニット6aを傾動させる傾動手段20とを具備し、一対のホルダユニット間におけるワークの部位に拡径させた肥大部を成形する軸肥大加工装置において、ワークの肥大加工時、少なくとも保持部間におけるワークの曲げ外側となる部位を支持するワーク受けを含み、ワークの肥大に伴いワークの径方向外側へのワーク受けの変位を許容する支持手段101を備えた。
(もっと読む)
軸肥大加工方法
【課題】作業者に熟練を要求することなく、ワーク(金属棒材)への拡径部の成形を可能にする軸肥大加工方法を提供する。
【解決手段】軸肥大加工方法は、拡径部の成形に必要なデータ入力や軸肥大加工機への各部の動作指示を操作盤(46)のタッチパネルディスプレイ(44)を通じて実施し、ワーク(W)の一部に拡径部を整形する。
(もっと読む)
クランクシャフトの製造方法
【課題】従来に比較して、曲げ矯正性および強度特性に優れたクランクシャフトを製造可能な方法を提供すること。
【解決手段】鋼を、1100℃以上の温度でクランクシャフト形状に熱間鍛造する工程と、得られた鍛造物について、そのピン部および/またはジャーナル部の隅R部を800℃〜1000℃の温度範囲内で5〜50%の加工率で加工する工程と、得られた加工物を軟窒化処理または窒化処理する工程とを有するクランクシャフトの製造方法とする。
(もっと読む)
係止突起付きボルトとその製造方法及び製造装置
【課題】係止突起付きボルトの冷間鍛造による製造を可能にし、極めて強度の高い係止突起付きボルトとその製造方法及び製造装置を提供する。
【解決手段】本発明の主な製造方法は冷間鍛造の半密閉据え込み加工による。第1次加工でブランクPの上部一側面に係止突起3用の肉厚部を形成する。第2次加工でボルト頭部2用の肉厚部を形成する。第3次加工でブランクPの上端部中央を同心円状に凹ませる成型凹部4を形成する。この成型凹部4と共に、該成型凹部4周囲の肉厚部から形成されるボルト頭部2を形成する。該ボルト頭部2と共に係止突起3を同時に成型加工する。第4次加工により、ボルト頭部2と係止突起3との形状を整える。
(もっと読む)
1 - 5 / 5
[ Back to top ]