
Fターム[4E093UB02]の内容
鋳型又は中子及びその造型方法 (3,688) | 管状部材(クランク、カムシャフトを除く) (28) | 管状体 (22) | 中子部 (16)
Fターム[4E093UB02]に分類される特許
1 - 16 / 16
分解管路の製作方法
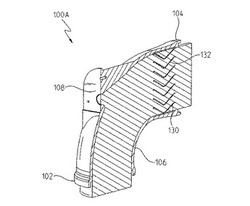
【課題】SCR触媒装置に用いられる管路であり、流体インジェクタ取付部及び静的混合器を含む分解管路において、インジェクタ取付部の溶接加工によりコストアップ、加工による管路への脆弱領域の発生を抑制し、また、添加流体による混合器取付部の溶接部への分離不具合を抑制できる分解管路およびその製造方法を提供する。
【解決手段】型材料を分解管路ハウジング型と砂質土コアの間の空洞に挿入することより、分解管路ハウジング100Aを砂質土コアのまわりに形作る。砂質土コアには静的混合器を含み、分解管路ハウジング100Aの成形行為は静的混合器を成形された分解管路ハウジングに取り付ける働きをする。
(もっと読む)
軽合金高圧鋳造の中子の製造方法及びその中子を用いた軽合金高圧鋳造方法

【課題】耐圧強度と崩壊性を両立した中子、高圧鋳造で中空を有する鋳造品を造る中子の製造方法及びその中子を用いた軽合金高圧鋳造方法を提供する。
【解決手段】軽合金高圧鋳造の中子の製造方法では、鋳造品に中空部を形成するために鋳型31に用いる粘結砂充填中子33を造る。まず管形成工程は中空部に対応する形状に金属管24を塑性加工する。そして粘結剤入り砂形成工程は金属管に入れる砂と所望の温度で粘結剤入り砂42の塊を崩壊する粘結剤を攪拌することによって粘結剤入り砂を得る。充填中子形成工程は粘結剤入り砂を金属管に充填して硬化させた後、第1・第2キャップ44、45で封じることで粘結砂充填中子を得る。
軽合金高圧鋳造方法では、中子セット射出工程は粘結砂充填中子を配置した鋳型に溶融金属36を射出する。砂除去工程は金属管から砂を取り除く。
(もっと読む)
シリンダヘッドの製造方法
【課題】排気ポートに鋳込む断熱部材とシリンダヘッドとの間に簡単に空間が形成され得るシリンダヘッドの製造方法を提供する。
【解決手段】シリンダヘッド10の排気ポート11を形成するための中子として、膨張可能な中空部材を、中空部材の両端部を排気ポートの2つの開口予定部11a,11bに位置決めして、シリンダヘッド10の型に設置する工程と、型内に溶湯を注湯し、中空部材を膨張させる工程と、溶湯を冷却して、中空部材を収縮させ、中空部材の外部とシリンダヘッド10との間に空間15を形成する冷却工程と、を有する。
(もっと読む)
金型及び鋳造法
【課題】鋳物の表面に欠陥が生じるおそれを低減すること。
【解決手段】金型10は、第1固定部材11と、第2固定部材12と、棒状可動部材13とを備える。第1固定部材11及び第2固定部材12は、成型対象Cに接触して成型対象Cを成型する。棒状可動部材13は、第1固定部材11及び第2固定部材12と組み合わされ、成型対象Cの表面に対して摺動する部分を含む。棒状可動部材13は、成型対象Cに対して回転する。棒状可動部材13は、金型10内の成型対象Cの表面が凝固した以降に、成型対象Cの表面に対して摺動する。
(もっと読む)
金型装置
【課題】可動中子の抜き抵抗の低減化を図り、もって可動中子の離型性を維持向上させることができる鋳造金型を提供する。
【解決手段】第1の可動中子71には、成型品の取り出しの際におけるシリンダ機構の抜き動作に連動して、当該第1の可動中子71を回転させる回転機構を備えた。当該回転機構として、第1の可動中子71の外周面に抜き差し方向に対して交わる方向へ延びるカム溝101及びスライダ81側のピン99からなるカム機構を採用した。第1の可動中子71の引き抜き時には、ピン99がカム溝101に案内されることにより、当該第1の可動中子71が回転する。これにより、第1の可動中子71と成型品との凝着が緩和される。したがって、当該凝着が緩和される分だけ第1の可動中子71の抜き抵抗を低減することができる。
(もっと読む)
内径形成部等を高精度に鋳造する鋳造装置及び方法
【課題】内径形成部等を高精度に鋳造する鋳造装置及び方法を提供するものである。
【解決手段】断面形状が円形である内周面又は外周面を備えた鋳造品を鋳造する鋳造装置であって、該鋳造装置が、内部にキャビティ(10)を備えた主金型(17)と、前記主金型(17)と組み合わされて前記内周面又は外周面を形成する入子金型(9)と、溶湯の凝固中に、前記入子金型(9)を偏心して回転させて、凝固しつつある溶湯と前記入子金型(9)の間にクリアランスを形成する偏心機構部とを具備する鋳造装置であることを特徴とする。
(もっと読む)
水栓および設備器具を形成する方法
本発明は、一体型で多チャンバのステンレス鋼製水栓および設備器具を単一の一体構造で形成する方法を提供する。本体が内部中空領域および複数の分割チャンバを有する様々なステンレス鋼製製品を形成することができる。本体は、耐熱性セラミック中子をロストワックスインベストメント鋳造プロセスと併用して構築することができる。一体構造で形成されたステンレス鋼製製品は、部分溶接、ねじ組立、または精密圧入などの時間のかかる余分な製造ステップの必要性をなくすことができる。さらに、環境規制および鉛/毒制限を遵守して実質的に無鉛、無緑青、および無毒である水栓および設備器具を提供することができる。  (もっと読む)
(もっと読む)
鋳造用中子
【課題】鋳造用中子において、製造効率を低下させることなく、かつ簡素な装置構成により、成形品の離型性を向上することができるようにする。
【解決手段】鋳造型10の中子4を、キャビティ底面5aからキャビティ6の内部側に向かって、成形品の抜き方向に沿って突設され、キャビティ6内に導入される溶湯に接触する中子型面が外表面に形成された外中子部材1と、外中子部材1の内側で抜き方向に沿って延ばされ、外中子部材1からの伝熱を抑制する断熱膜2を挟んで外中子部材1の内周面1cで固定された内中子部材3とを備え、内周面1cは、内中子部材3のテーパ部3aに対する変形を拘束するように設けられるとともに、内周面1cでは、側面1aと内周面1cとの、抜き方向に直交する方向の間隔が、基端側よりも先端側の方が大きな間隔となるように設けられた構成とする。
(もっと読む)
回転電機フレームの鋳造方法及び鋳造装置
【課題】回転電機のフレームを、製造コストの低減を図りつつ、型抜き勾配を残さずに鋳造し得るようにする。
【解決手段】鋳造フレーム7´を、冷却装置13により、内型3の型抜き用の勾配における径小側で、径大側より低温に冷却することで、鋳造フレーム7´の温度が、内型3の径小側で低く、径大側で高くなる。そして、その後、離型して常温等により冷却するとき、鋳造フレーム7´には内型3の勾配に応じた勾配が内周面に当初残るものの、該鋳造フレーム7´の残った勾配における径小側は、温度が低く、熱収縮量が小さい。それに対して、鋳造フレーム7´の残った勾配における径大側は、温度が高く、熱収縮量が大きい。その結果、鋳造フレーム7´の径小側より径大側が多く縮径し、勾配がなくされる。
(もっと読む)
ディスクブレーキ用キャリパの製造方法
【課題】一本のパイプによって複数のシリンダボア間を連通させかつシリンダ底を塞ぐ必要もないディスクブレーキ用キャリパの製造方法を提供する。
【解決手段】キャリパ1の製造方法であって、成形型13のキャビティ13c内に中子15とパイプ2をセットして成形材料を流し込む。中子15によってキャリパ1の中央に位置する中央開口部1eと、シリンダ底1c1を有する複数の第一シリンダボア1cと、シリンダ底1d1を有する複数の第二シリンダボア1dとを形成する。パイプ2は、一端部2aと、複数の第一シリンダボア1cを連通して延出する第一連通部2bと、複数の第二シリンダボア1dを連通して延出する第二連通部2dを有している。成形時にパイプ2を鋳ぐるみ、成形後に各シリンダボア1c,1d内を延出するパイプ2を削り、これによって複数の第一シリンダボア1cと複数の第二シリンダボア1dとをパイプ2によって連通させる。
(もっと読む)
鋳造方法
【課題】耐熱ガラス製の中子を鋳造後に容易にかつ確実に除去できる鋳造方法を提供する。
【解決手段】耐熱ガラス製の中子1を利用した鋳造方法において、鋳造前の中子本体1aの表面をフッ素との接触で不動態化する金属にて被膜し、鋳造後は、鋳型2から取り出された鋳物本体4aの表面をその金属にて被膜した後に、鋳込まれた中子1を内部に含んだ状態の鋳物4をフッ化水素酸溶液に浸ける。
(もっと読む)
車体フレーム、ダイキャスト鋳造品、ダイキャスト鋳造品の金型、ダイキャスト鋳造方法
【課題】幅木の位置精度の測定を容易にし、その寸法を元に金型の幅木取り付け部位の寸法精度を高めて幅木と金型のクリアランスを小さく設定でき、寸法精度の高い製品を製造することができる車体フレーム、ダイキャスト鋳造品、ダイキャスト鋳造品の金型、ダイキャスト鋳造方法を提供することを目的とする。
【解決手段】ヘッドパイプに連なるメインフレームが中空状の軽合金で製造された車体フレームの一部を構成するダイキャスト鋳造品の金型において、鋳造品の内部空間を形成する中子20を中子本体21と中子本体21に取り付けられる断面略だ円形状の複数の幅木22で構成し、これら幅木22のだ円の長軸方向が金型の型割面に平行に設定されている。
(もっと読む)
中空筒状物の形成方法
【課題】外型や中子の変形や破損、また成型される製品のゆがみを生じさせることを抑制でき、更にバリの発生を抑制できる中空筒状物の形成方法を提供する。
【解決手段】第2の中子14を用いて、第1の中子3との隙間をΔとしつつダイキャスト加工を行うと、中央の厚さΔより周辺の厚さの方が厚い壁Wが形成されることとなる。ここで、内径加工工具Tを用いて切削加工を行ったとき、第2の中子4と内径加工工具Tとの間に芯ズレδが生じた場合には、内径加工工具Tから遠い側の壁Wを完全に除去することはできない。しかしながら、削除できなかった壁Wは、周辺の厚さの厚い部位であるので、バリではなく軸線方向に比較的長い隆起部Pとして残存することとなる。従って、固化したアルミ素材をギヤボックスGBとして形成した後に、その内部にラック軸RSを挿入したときに、ラック軸RSの先端が隆起部Pに当たっても、これが脱落することが抑制される。
(もっと読む)
エンジンブロックの製造方法、及びエンジンブロック製造用中子
【課題】 エンジンブロック内に、所定量の潜熱蓄熱材を、不純物の混入なく、確実に封入し得るエンジンブロックの製造方法を提供する。また、当該製造方法に対して好適に用いられ得るエンジンブロック製造用中子を提供する。
【解決手段】 蓄熱材収容室形成用塩中子63は、無水酢酸ナトリウムから構成されている。蓄熱材収容室形成用塩中子63の内部には、空洞部63aが形成されている。蓄熱材収容室形成用塩中子63を支持するための支持中子66及び電極付き支持中子67が、空洞部63aにおける開口部63b及び63cに挿入される。キャビティ57に溶融金属を流し込んで冷却・固化させることで得られたシリンダヘッド成型品から、支持中子66のみを除去して空洞部63aに水を注入することによって、当該成型品内に酢酸ナトリウム3水和物からなる潜熱蓄熱材が収容される。
(もっと読む)
鋳鉄管鋳造用中子の塗型剤塗布方法
【課題】鋳物用中子17のどぶ漬けによる塗型剤eの塗布において、その塗型剤の液切れを円滑に行う。
【解決手段】どぶ漬け後の中子17をその軸心cを鉛直方向に対し30度傾けその軸心周りに回転させる。中子17が傾むけば、中子17下方の一点が最下部となって、その最下部に塗型剤eが集まり、その集まった塗型剤eは、落下しやすく液切れし易くなり、中子を回転させれば、塗型剤eは遠心力によって移動が活発となり、最下部の液切れはさらに促進され、中子17表面の余分な塗型剤eは遠心力によって塗布面上を活発に移動して、垂れ跡を残すことなく剥離されるとともに、塗布面は満遍なく均される。このため、塗型剤eの液切れが円滑に行なわれ、垂れ跡の残らない塗布面となって、鋳鉄管受口内面の鋳肌は良好なものとなる。
(もっと読む)
鋳造方法および鋳造用金型
【課題】 アンダーカット部を備える製品を低コストで提供する。
【解決手段】 上型22、下型24およびスライド入子26を組み合わせて製品キャビティ30を形成するに先立ち、スライド入子26に対しスライド方向前方側から別ピース28を装着する。製品キャビティ30への溶湯32の充填、凝固の後、スライド入子26を製品から離型する時に、別ピース28がスライド入子26から分離し、製品側に残る。別ピース28を一般的な中子材料で構成した場合には、熱処理などによって別ピース28が崩壊し除去されることから、簡単な型構造によってアンダーカット部を有する鋳物製品を得ることが可能となる。別ピース28を熱伝導率の高い材料により構成することとすれば、溶湯32の熱を、別ピース28を介してスライド入子26へと伝えて、溶湯32を効率的に冷却し、1成形サイクル毎の時間短縮を図ることが可能となる。
(もっと読む)
1 - 16 / 16
[ Back to top ]