
Fターム[4E094AA33]の内容
鋳型の造型装置 (593) | 造型機(型込機、芯取機) (260) | 型込め(造型・充填・砂詰め) (145) | スクィーズ(圧縮) (44) | 剛体単板式 (9)
Fターム[4E094AA33]に分類される特許
1 - 9 / 9
砂型造型装置及び砂型造型方法
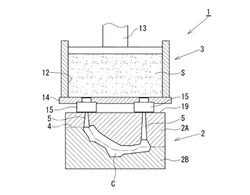
【課題】砂中子造型装置において、複数種類の金型に対応することができ、金型の交換を容易にして効率よく砂型を造型することができるようにする。
【解決手段】発泡砂Sを貯留した砂槽12の充填プレート14に金型2をセットする。加圧機構13によって発泡砂Sを加圧し、ノズル15の充填口を通して金型2のキャビティCに充填して砂中子を造型する。ノズル15の充填口は直穴とし、発泡砂Sの粘性により充填口からの自然落下を防止する。充填プレート14には、充填通路5の配置が異なる複数種類の金型2に対して、予め複数のノズル15を配置し、一の金型2がセットされたとき、金型2の充填通路5にいずれかのノズル15の充填口が接続され、接続されない充填口は金型の接合面19によって閉鎖されるようにする。これにより、充填プレート14を交換することなく金型2を交換することができ、効率よく砂型を造型することができる。
(もっと読む)
生型造型方法

【課題】 表面が脆くない生型を造型することで鋳造不良を防止できる生型を造型する生型造型方法を提供する。
【解決手段】 枠部材内に生型砂を0.05〜0.18MPaで浮遊流動化させながら導入する工程と、該導入された生型砂を圧縮する工程とを有し、生型のフライアビリティ数が10以下となるように生型を造型する。ここで、フライアビリティ数とは、該生型を直径177.8mmで8メッシュの円筒状に形成された回転篩部材に投入し、該回転篩部材を回転数57rpmで60秒間回転させ、該回転篩部材の篩部分を通過した砂の重量を投入重量で除算して得られた値に100を乗算して得られる数値である。
(もっと読む)
鋳型造型装置及び鋳型造型方法
【課題】砂ホッパの内壁面への砂付着を防止することができると共に装置の構造をシンプルにすることができる鋳型造型装置及び鋳型造型方法を提供する。
【解決手段】パターンキャリア9に載置されたパターンプレート10、鋳枠及び盛枠17により形成された造型空間に、砂充填手段22により鋳物砂を充填した後、該造型空間に充填された鋳物砂をスクイズ手段20によりスクイズして鋳型を造型する鋳型造型装置であって、前記砂充填手段が、前記鋳枠及び盛枠の上方に配設されると共に内部に前記鋳物砂を貯留する砂ホッパと、該砂ホッパの内部に配設された開閉式のルーバーゲートと、前記砂ホッパの上部に配設されると共に前記砂ホッパ内へ前記鋳物砂を供給するための開口部である砂供給口を開閉させる砂供給口開閉手段と、前記砂ホッパの内面に取り付けられたエヤー噴出チャンバーと、を具備する。
(もっと読む)
受口形成装置及び抜枠鋳型造型装置
【課題】 受口及び湯口への砂粒の混入を防止しつつ、造型時に受口を形成する受口形成装置及び抜枠鋳型造型装置を提供する。
【解決手段】 抜枠鋳型造型装置に用いられ受口を形成する受口形成装置において、上スクイズプレートと一体化するための取付部と、取付部から下方側に向けて取付部と一体に設けられ、受口の斜面を形成する先端先細り状の斜面形成部と、斜面形成部の先端から取付部の端面まで貫通するように形成され、湯口を形成する湯口棒を挿通可能とする挿通部と、斜面形成部の基端側で、且つこの基端の外側に位置して立ち上がり形成されるとともに、壁面が外側に向くようにされた周壁部とを備え、斜面形成部と、周壁部との間には、周方向に形成された溝部が形成されている。
(もっと読む)
抜枠鋳型造型装置
【課題】抜枠鋳型造型装置において、停止した機械の復旧を迅速に行うことを可能にすること。
【解決手段】シーケンサ200は、可動部材(下スクィーズボード4、下盛枠6、上枠10、マスタープレート22、押出プレート32)、シリンダ(枠セットスクィーズシリンダ2、下盛枠シリンダ5、上枠シリンダ9、パターンシャトルシリンダ21、モールド押出シリンダ31)及びシリンダ駆動機構(枠セットスクィーズシリンダ駆動機構400等)の各作動状態を監視し、当該抜枠鋳型造型装置100の作業工程において作動開始から所定位置に到達するまでの作動時間が異常動作時間設定値を経過したとき、操作パネル(タッチパネル300)における表示画面の表示及び入力スイッチの入力操作を介して機械停止復旧支援を行う。
(もっと読む)
鋳型造型方法及びその装置
【課題】装置の小型化を実現し、清掃作業が容易に行え、設備コストの低減を図ることのできる鋳型造型装置を提供する。
【解決手段】下盛枠8をその上端面がマスタープレート36の上面と一致する後退位置と前記上面より模型側に位置する前進位置との間で進退させる下盛枠進退装置14を備えた鋳型造型装置2において、下盛枠進退装置は、下盛枠に固定されマスタープレートの下面より下方に突出する第1軸部材42と、スクイズテーブル6に第1軸部材と対向して上下移動可能に設けられた第2軸部材30と、スクイズテーブルと第2軸部材との間に設けられ、第2軸部材を上昇端位置に保持することにより、マスタープレートがスクイズテーブル上に載置されたとき、第1部材を介して下盛枠を前進位置に上昇させる付勢部材32と、を備えていること。
(もっと読む)
無枠造型機
【課題】マッチプレート11を挟持した上鋳枠12及び下鋳枠13を水平姿勢から垂直姿勢へ回動させる際に、上及び下造型空間を規定でき、且つ下鋳型への中子の配置も容易な造型機が開示される。
【解決手段】上部スクイズ部材14は、その加圧面がマッチプレート11の上面に対向するように上鋳枠12内に挿入可能であり、その加圧面がマッチプレート上面及び上鋳枠12と共に上部造型空間を規定する。回動フレーム23は、上部スクイズ部材14の加圧面が垂直方向下方に向き付けられるべき水平姿勢と、当該加圧面が水平方向に向き付けられるべき垂直姿勢との間で、マッチプレート11を挟持した上鋳枠12及び下鋳枠13並びに上部スクイズ部材14を一体的に回動可能に支持する。垂直姿勢に固定された盛枠15は、マッチプレート11を挟持した上鋳枠12及び下鋳枠13が垂直姿勢にあるときに、下鋳枠13に対して当接する。下部スクイズ部材16は、加圧面が水平方向に向き付けられており、盛枠及びそれに当接した下鋳枠内に挿入可能である。下部スクイズ部材16の加圧面はマッチプレート下面、下鋳枠13、及び盛枠15と共に下造型空間を規定する。下鋳枠13内に造型された下鋳型内に中子を配置する際には、下鋳枠13を上鋳枠12の直下から側方へ移動させることにより、開放された作業空間を与える。
(もっと読む)
鋳枠付き鋳型の造型方法及び装置
鋳枠付きの鋳型を可及的に短いサイクルで造型することが可能な造型方法及び装置を提供する。造型方法は、鋳枠を移送レベルで水平方向に移動させる鋳枠コンベヤにより鋳枠をパターンキャリアと砂ホッパの間位置に搬入して鋳枠付き鋳型を造型する方法であって、鋳枠を前記移送レベルに維持した状態で砂ホッパ、スクイズ手段及び盛枠を鋳枠まで下降させると共にパターンキャリア及び枠状フレームを鋳枠まで上昇させて、砂ホッパ、スクイズ手段、盛枠、鋳枠、パターンプレート及び枠状フレームにより造型空間を形成する工程と;該造型空間に鋳物砂を充填する工程と;該造型空間の鋳物砂を圧縮して鋳枠付き鋳型を作る工程と;砂ホッパ、スクイズ手段及び盛枠を上昇させると共にパターンキャリア及び枠状フレームを下降させて、鋳枠付き鋳型を搬出可能な状態にする工程と;を有する。 (もっと読む)
鋳枠無し上・下鋳型の造型方法
【課題】側壁に砂吹込み口をそれぞれ有する1対の上・下鋳枠とマッチプレートと上・下スクイズ手段とによって上・下2個の造型空間を画成して、垂直状態の造型空間に鋳物砂を吹き込み、その後、水平状態の造型空間内から鋳型を抜き出すように構成した鋳枠無し上・下鋳型の造型装置を用いて、重ね合せられた鋳枠無しの上・下鋳型を造型する方法において、所要の硬度を有する鋳型を容易にして確実に得ることができるようにする。
【解決手段】砂吹込み口から造型空間に鋳物砂を吹き込み充填したのち上・下スクイズ手段を所望距離後退させて造型空間を広くする工程と、広くした造型空間に砂吹込み口から鋳物砂を再び吹き込み充填したのち上・下スクイズ手段をそれぞれ前進させて造型空間内の鋳物砂をそれぞれスクイズする工程と、を含むことを特徴とする。
(もっと読む)
1 - 9 / 9
[ Back to top ]