
Fターム[4F035BB13]の内容
噴霧制御装置 (2,732) | 放出制御用検出装置 (234) | 対象物又はその周囲の状態を検出するもの (168) | 被膜(例;膜厚)の検出 (5)
Fターム[4F035BB13]に分類される特許
1 - 5 / 5
塗装膜厚予測方法、その装置及びプログラム
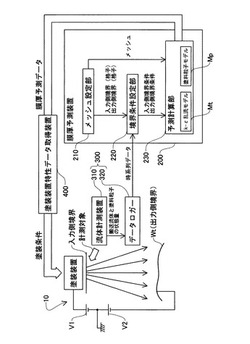
【課題】塗装対象面の三次元形状に起因する塗装膜の膜厚の変動を考慮した膜厚の予測を簡易に実現する。
【解決手段】
本発明は、搬送流体を使用して塗料粒子として塗料を噴霧する塗装装置を用いて塗装される塗装対象面における塗装の膜厚を予測する膜厚予測装置200を提供する。この膜厚予測装置200は、搬送流体を模擬する搬送流体モデルと、塗料粒子を模擬する塗料粒子モデルとを有し、搬送流体モデルと塗料粒子モデルと空間メッシュとを用いて塗装対象面における膜厚を予測する予測計算部230を備える。予測計算部230が、空間メッシュの入力領域における塗料粒子の状態量の実測値である粒子状態実測値と、入力領域における搬送流体の状態量の実測値である流体状態実測値とを入力領域のメッシュに入力して、空間メッシュの出力領域のメッシュに予測された膜厚を出力する。
(もっと読む)
塗着効率計測装置を有する自動塗装機

【課題】従来の塗着効率の測定方法は、車体1台について非常に日数やアルミ箔の貼り付け等多大な作業工程が係る課題や、実際に車体への塗装作業を行なってみないと実際の塗着効率は判らない問題点があった。
【解決手段】被塗装物Bの表面から近傍の一定範囲を通過する塗料3の粒子P数、粒子径及び粒子速度等のパラメーターを計測可能な粒子分析手段2を設け、計測されたパラメーターから高塗着効率状態を維持させるように塗装条件を制御する制御手段を設けた塗着効率計測装置を有する自動塗装機によって解決する。
(もっと読む)
物品上のプラズマ溶射皮膜多孔性を制御する方法及びシステム
【課題】ロボット溶射ガン組立体用の溶射被覆方法を提供する。
【解決手段】本溶射被覆方法は、被覆対象の物体(20)幾何学形状の離散化モデルをインポートする段階と、数値的に特性記述した溶射パターン(22)ファイルをインポートする段階と、複数の動作位置、滞留時間、及びロボット溶射ガンの溶射方向を定める配向を含むロボット動作ファイルをインポートする段階と、動作ファイル内の各動作位置を読み取る段階と、各動作位置において物体(20)幾何学形状のどの部分が通視可能であるかを判定する段階と、各動作位置についてのコア圧縮、ロボット溶射ガンの入射角、及び溶射の跳ね飛びに基づいて物体(20)幾何学形状の各通視可能部分において空隙容積率を算定する段階と、全動作ステップについて物体(20)幾何学形状の部分上の総皮膜厚さを計算する段階とを含む。
(もっと読む)
被塗装物の位置決め装置
【課題】 保持体に複数種類の被塗装物を確実に位置決め保持可能にし、設備コストを大幅に削減することができ、保持体への被塗装物の位置決め精度の低下を自動的に確実に防止することができる、被塗装物の位置決め装置を提供する。
【解決手段】 ロボット6により、搬送台車3に位置決め保持予定の車体4の種類に応じた受け部11に位置決め受け具12をセットするように位置決め受け具12を着脱し、そのロボット6に設けた力センサ51により、受け部11から位置決め受け具12を取り外すときの操作力を検出し、制御装置9により、力センサ51からの検出信号を受けて位置決め受け具12を含む部位の塗膜付着状態を判定する。
(もっと読む)
塗装システム
【課題】塗料ポンプの制御を工夫し、制御データの最適化に要する時間を極力短縮する。
【解決手段】ロボット制御盤30は、制御用塗装パスデータに基づいて、ロボット31を制御する。これによって、制御用塗装パスデータに基づく塗装パスに沿って塗装機42が移動することになる。一方、吐出制御盤40は、制御用吐出制御データに基づいて、シリンダポンプ41を制御する。これによって、制御用吐出制御データに基づく塗料の吐出が塗装機42で実現される。ここで、ロボット制御盤30による制御開始からカウントされる時間情報に基づいて、吐出制御盤40がシリンダポンプ41を制御する。つまり、シリンダポンプ41の制御がタイマ制御とし、吐出制御データを、塗装パスデータから独立させる。
(もっと読む)
1 - 5 / 5
[ Back to top ]