
Fターム[4F201AA15]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 樹脂材料等(主成形材料) (2,621) | ポリハロゲン化ビニル系(←ポリ塩化ビニリデン) (91) | ポリ塩化ビニル (28)
Fターム[4F201AA15]に分類される特許
21 - 28 / 28
微細炭素繊維含有樹脂組成物の製造方法
【課題】 熱可塑性樹脂へ微細炭素繊維を安定した配合比で均一に分散させ、優れた電気伝導性等の物性を発揮する微細炭素繊維含有樹脂組成物を製造する方法を提供することを課題とする。
【解決手段】
微細炭素繊維と熱可塑性樹脂とを、混練押出機に投入して混錬することにより、熱可塑性樹脂中に微細炭素繊維が分散配合されてなる微細炭素含有樹脂組成物を製造する方法において、前記混練押出機のシリンダー温度が、JIS K 7210に規定される2.16kg荷重下での前記熱可塑性樹脂のメルトフローインデックスが10〜30となる温度であり、かつ前記混練押出機内における前記微細炭素繊維含有樹脂組成物の滞留時間が25〜100秒であり、また、前記混練押出機のスクリューセグメントの微細炭素繊維含有樹脂組成物に対するせん断速度が、10000〜30000/秒である条件下に設定する。
(もっと読む)
微細炭素繊維含有樹脂組成物の製造方法
【課題】 熱可塑性樹脂へ微細炭素繊維を安定した配合比で均一に分散させ、優れた電気伝導性等の物性を発揮する微細炭素繊維含有樹脂組成物を製造する方法の提供。
【解決手段】
微細炭素繊維と熱可塑性樹脂とを、混練押出機で混錬する方法において、前記押出機の主供給口より熱可塑性樹脂を投入し、押出機のスクリューバレル内を進行し溶融された状態において、当該押出機のスクリューバレルの経路途中に連通する副供給口より微細炭素繊維を投入し、熱可塑性樹脂との溶融混練を行い、さらに、前記押出機のシリンダー温度が、前記熱可塑性樹脂のメルトフローインデックスが10〜30となる温度であり、かつ前記押出機内における前記微細炭素繊維含有樹脂組成物の滞留時間が25〜100秒であり、また、前記押出機のスクリューセグメントの微細炭素繊維含有樹脂組成物に対するせん断速度が、10000〜30000/秒である条件に設定する。
(もっと読む)
ポリマー粉末の製造方法
本発明は、改善された粉末特性を有するポリマー粉末の製造並びに硬質ポリ塩化ビニル(PVC)用途のための耐衝撃性改良剤としてのその使用に関する。この耐衝撃性改良剤は、コア−シェル−構造を有するエマルションポリマー粒子からなり、その際にシェルは硬質ポリマーからなり、かつコアは架橋された軟質ゴムポリマーからなる。 (もっと読む)
形状記憶特性を有するアモルファス及び半結晶質ポリマーのブレンド
形状記憶特性を有するアモルファスポリマー及び半結晶質ポリマーとのブレンドを、ポリ(フッ化ビニリデン)、ポリラクチド、ポリ(ヒドロキシブチレート)、ポリ(エチレングリコール)、ポリエチレン、ポリエチレン−コ−酢酸ビニル、ポリ(塩化ビニル)、ポリ(塩化ビニリデン)及びポリ(塩化ビニリデン)とポリ(塩化ビニル)のコポリマー類のような結晶質ポリマーと、ポリ(酢酸ビニル)、ポリメチルアクリレート、ポリエチルアクリレート、アタクチックポリメチルメタクリレート、アイソタクチックポリメチルメタクリレート、シンジオタクチックポリメチルメタクリレート及びその他のポリアルキルメタクリレート類のようなアモルファスポリマーとをブレンディングすることによって製造した。該ポリマー材料の製造法及びその用途、例えばスマートな医療機器としての用途も開示されている。 (もっと読む)
ハンドル一体型PET容器システム
本発明は、容器を形成するための予成型体に関するものであって、容器が、配向可能な可塑性材料から形成され、容器が、ブロー成型されたときには中空ハンドルを備えるものであり、予成型体が、成型構造を備え、この成型構造が、ネック部分と、このネック部分よりも下方に位置した膨張可能部分と、予成型体の少なくとも第1端部のところにおいて一体的に連結された配向可能な可塑性材料からなる中空ハンドル部分と、を有し、中空ハンドル部分が、容器が形成された際に中空ハンドルを構成するものとされ、中空ハンドル部分の内表面が、膨張可能部分の内表面を対して連続的なものとされている。  (もっと読む)
(もっと読む)
ポリマーの水中ペレット化のための装置およびプロセス
加熱源からダイ穴のポリマー出口端部の近傍まで高度に熱伝導性の経路を有し、かつダイ穴のその端部において熱絶縁材料を有する水中溶融ペレタイザダイが、改良された動作性を有し、そのような装置でペレット化することが他の態様では困難なまたは不可能な熱可塑性樹脂をペレット化することができる。そのようなダイの主構造部材は、比較的高い強度であるが比較的低い熱伝導性のプレート(21)、比較的低い強度を有するが比較的高い熱伝導性を有する第2のプレート(22)、アセンブリをともに保持するのを助けるためのカラー(23)(通常、比較的高い強度であるが、高熱伝導性を有する必要はない)、および比較的強い装着穴ライナ(24)である。ダイのこれらの部分は、ボルトなどの「一時的な」機械的手段(図示せず)によって接合してもよいが、好ましくは、領域(25)および(26)によって示された溶接および/またはろう付けによってともに永久的に接合される。たとえば、(21)および(23)は、鋼またはステンレス鋼であってもよく、溶接によって接合してもよい。次に、銅または銅合金もしくはアルミニウム合金であってもよい(22)を、(21)および(23)の両方にろう付けしてもよい。
 (もっと読む)
(もっと読む)
バイオポリマー構造体および部品
本発明は、組成物に関するものであり、それは、発酵固体およびサーモアクティブ材料を含むバイオポリマーとして参照される。本発明はまた、発酵固体およびサーモアクティブ材料を配合することから成るバイオポリマーを作る方法を含む。本バイオポリマーは、工場の製品に成形することができる。そのような工場の製品を成形する方法は、たとえば押出し加工、射出成形、または発酵固体とサーモアクティブ材料を配合することを含む。バイオポリマーから成形された構造体は、木材代替品、窓部品、ドア部品、サイディング組立て材および他の構造体を含むことができる。 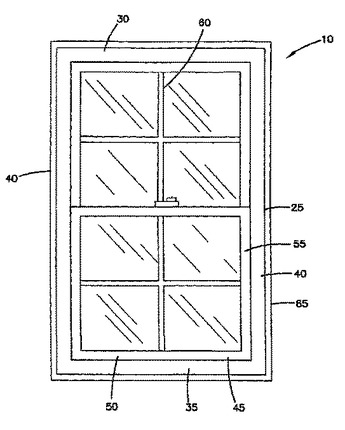 (もっと読む)
(もっと読む)
光学素子用ポリマーブレンド及びその製造方法
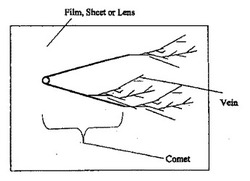
フィルム又はシートの製造方法は、ポリマーアロイを、変形アロイに約350nm以上の複屈折リターデーションを付与するのに有効な温度で変形することを含む。光学フィルム又はシート中のコメット欠陥及び脈状欠陥を実質的になくす方法は、ポリマーアロイを含むフィルム又はシートを、アロイに含まれるポリマー樹脂のガラス転移温度に近い温度でアニールすることを含む。組成物は、約1〜約99wt%の量の第1のポリマー樹脂、及び約1〜約99wt%の量の第2のポリマー樹脂を含み、ポリマー樹脂を、約350nm以上の複屈折リターデーション又は約150nm以下の複屈折リターデーションのポリマーアロイを生成するのに有効な変形力又はエネルギーで処理する。 (もっと読む)
21 - 28 / 28
[ Back to top ]