
Fターム[4F201AG13]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 一般形状、構造物品 (645) | リング状物 (7)
Fターム[4F201AG13]に分類される特許
1 - 7 / 7
環状のゴム生地の製造方法
【課題】重量の制御が容易で、かつサイズ変更に対する対応が容易な環状のゴム生地の製造方法を提供する。
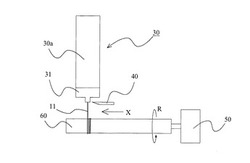
【解決手段】圧縮成形によって成形品を成形するための材料となる環状のゴム生地の製造方法において、押し出し機30によって、ゴム生地11を紐状に押し出す第1工程と、押し出される紐状のゴム生地11を多重に巻いていく第2工程と、紐状に押し出されるゴム生地11を切断して、押し出し機30から押し出される紐状のゴム生地11と、多重に巻かれたゴム生地とを切り離す第3工程と、を備えることを特徴とする。
(もっと読む)
シームレスベルトの矯正装置、およびシームレスベルトの矯正方法

【課題】シームレスベルトをPPS樹脂により押出成形で製造する際に、ベルト表面に発生するスジや凹凸を矯正する装置及び矯正方法を提供する。
【解決手段】シームレスベルト11の矯正装置12は、鏡面からなる内周面23を有し、該内周面23と間隔を隔ててシームレスベルト11を収容する有底筒状の本体21と、本体21に取り外し可能に設けられた蓋体41と、シームレスベルト11の上端部および下端部を鏡面23に固定する固定手段35と、本体21内に収容されたシームレスベルト11を鏡面23に押圧する押圧手段と、鏡面23を加熱する加熱手段71とを備えている。
(もっと読む)
ポリマー材料
ポリマー材料からのシールリング、スクロールコンプレッサ用のスクロールおよびマイクロチップトレイのような製品のポリマー材料製造は、熱および/または応力を受けた場合に、そのような製品の形状および/または寸法が使用中に有害に変化し得る危険性を最小限にするように行われ得る。製造は、生じる結晶化度を制限しようとする条件下でポリマー材料から構成部品を形成する工程と、例えば、ジグを用いて、前記構成部品を所望形状に束縛する工程と、構成部品を束縛した状態で、構成部品の結晶化度のレベルをできるだけ増大させるために十分に高い温度に構成部品を加熱する工程とを伴う。 (もっと読む)
ゴム製品の製造方法
【課題】ゴム成形体1を成形後、冷却して脆化させ、これにショット材を投射することによってバリ12を破壊分離して製品を仕上げるゴム製品の製造方法において、ショット材の投射量を増大させることなくバリ除去の作業効率を向上させる。
【解決手段】製品部11と、この製品部11に沿って延びる板状バリ部121と、製品部11と板状バリ部121との境界の境界バリ部122とを備え板状バリ部121が境界バリ部122より厚肉であるゴム成形体1を成形し、このゴム成形体1を脆化温度以下の温度に冷却した後、前記板状バリ部121にショット材を投射することによって板状バリ部121を境界バリ部122と共に製品部11から分離させる。
(もっと読む)
樹脂ベルトの製造方法および製造装置
【課題】工程増を伴うことなく、経時変化によるセット跡の発生を防止することが可能なコスト性に優れた樹脂ベルトの製造方法および製造装置を提供する。
【解決手段】押出機から、環状ダイス11を介して押出した熱可塑性樹脂を含む組成物を、冷却固化させてチューブ状に成形する樹脂ベルトの製造方法である。環状ダイス11から押出されたチューブ状の組成物1を、第1マンドレル12の外周に担持させて冷却し、次いで、第1マンドレル12の直径以下の直径を有する第2マンドレル13に担持させた状態で、熱可塑性樹脂のガラス転移温度以上融点以下の所定温度にて熱処理した後、連続的に引き取る。
(もっと読む)
耐火成形物の製造方法およびこれにより得られる耐火成形物ならびに耐火措置構造
【課題】火災等が発生した場合に、各種配管同士の間に隙間が生じている場合であっても、この隙間を有効に閉塞させることができる耐火成形物の製造方法を提供すること。
【解決手段】
[1]円筒キャビティを備えた円筒成形型に熱膨張性層状無機物を含む樹脂組成物を供給する工程と、
前記熱膨張性層状無機物を含む樹脂組成物を、前記円筒キャビティに沿った円方向に攪拌する工程と、を少なくとも有する耐火成形物の製造方法。
[2]建築物に設置された配管と配管との接続面に、上記[1]の製造方法により得られた配管接続部設置用耐火成形物を備えたことを特徴とする、耐火措置構造。
(もっと読む)
プラスチックから成る殊にリング状の部材の内法寸法の補正のための方法
本発明は、熱可塑性のプラスチック若しくは少なくとも部分的に結晶性のプラスチックから成る殊にリング状の部材(14)の寸法補正のための方法、該方法によって成形されたリング状の部材(14)、及び該方法に用いられる振動発生装置(20,30,32)に関する。本発明に基づき、振動発生装置(20,30,32)を励起して振動を発生させ、かつ軸線方向の所定の送りでリング状の部材(14)内に挿入する。振動発生装置(20,30,32)とリング状の部材(14)との部分的な接触によって、リング状の部材はガラス転移温度(T)を越えるまで部分的に加熱される。リング状の部材(14)内に振動発生装置(20,30,32)の寸法補正区分(24)を入り込ませることによって、リング状の部材の内径寸法は高い精度で経済的に規定される。  (もっと読む)
(もっと読む)
1 - 7 / 7
[ Back to top ]