
Fターム[4F202AG11]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 管状体(←配管パイプ) (391) | 有節管 (7)
Fターム[4F202AG11]に分類される特許
1 - 7 / 7
樹脂射出成形品
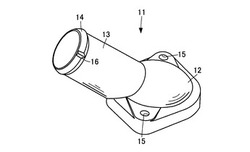
【課題】剛性の大きい樹脂を用いた場合であっても、無理抜き時に環状突部が破損するのを防止することができる樹脂射出成形品を提供すること。
【解決手段】円筒部13を有し、円筒部13の先端部が、円筒部13の他の部位よりも外径形状が大きいアンダーカット形状の環状突部14を有する樹脂射出成形品11において、環状突部14の円周方向の所定の部位に切欠き16を形成し、円筒部13の無理抜き時に、切欠き16を中心に環状突部14を変形させることにより、切欠き16によって応力を緩和する。
(もっと読む)
通気管の製造方法

【課題】
解決しようとする課題は、自動車のエンジン吸気音を熱可塑性樹脂のブロー成形によって形成される自動車用吸気管に付属するレゾネータの共鳴箱内で共鳴させることによって音響エネルギーを減衰させるためには、該自動車用吸気管に付属する該レゾネータを欠かすことができないという点である。
【解決手段】
分割金型内に該分割金型とは独立して作動するようにセットされたスライドコアにあらかじめ嵌合、係止され、与圧によって形状を保持されている袋状ゴム体に吸音材を被せ、次いで該吸音材付き袋状ゴム体、及び該スライドコアを内包するようにパリソンを垂下させて該分割金型を型締めし、次いで該パリソン内及び該袋状ゴム体内に同時に圧縮空気を吹き込んで賦形したのち、該パリソン内及び該袋状ゴム体内の内圧を解放し、該パリソン及び該吸音材から該袋状ゴム体と該スライドコアを抜去して該分割金型を開き、該パリソンを離型する。
(もっと読む)
プラスチックチューブ上にカフを成形するための型
【課題】プラスチックチューブ上にカフを成形するための型を実現する。
【解決手段】プラスチックチューブ上にカフを成形するための型(1)であって、成形用キャビティ(4)を間に画定する上部シェル(2)及び下部シェル(3)を含むことを特徴とし、シェル(2,3)のそれぞれは、外壁構造(6)と、前記成形用キャビティ(4)の半分を画定するため及び前記外壁構造(6)とともに中空スペース(8)を画定するための内壁(7)とを有する。成形用キャビティ(4)と中空スペース(8)とは、内壁(7)によって互いから隔てられる。型は、成形用キャビティ(4)及び中空スペース(8)にそれぞれ接続された開口(9,10)を含む。
(もっと読む)
アンダーカット部を有する樹脂成形体の製造方法
【課題】簡易な構造の金型を用いて樹脂成形体の成形を容易に行うことができると共に、後加熱を必要とせず、良好な成形体を得ることができるアンダーカット部を有する樹脂成形体の製造方法を提供する。
【解決手段】アンダーカット部としての環状溝23を有する樹脂成形体としてのヘッダーを構成する凹状連結部18の製造方法は、環状溝23に対応する成形用突起61を有する内側スライド成形型62と、凹状連結部18の外周面を成形する外側成形型63と、両成形型62、63の間に形成されるキャビティ64とを備えた金型60を用いて行われる。そして、キャビティ64にゴム状弾性体を含むポリフェニレンサルファイド(PPS)樹脂を溶融させて注入し、加熱硬化させて樹脂成形体を成形した後冷却する。次いで、外側成形型63を型開きし、内側スライド成形型62をその軸線方向に強制的に引き抜く。
(もっと読む)
段付き樹脂成形品及びその製造方法
【課題】他の成形品の胴部が口部にはまり込むスタッキングを防止することができ、しかも射出成形する場合に離型性のよい段付き樹脂成形品及びその製造方法を提供することにある。
【解決手段】筒状の胴部2に対して口部3が大径となっており、胴部2と口部3の境界に段差部4が設けられている軟質樹脂製の段付き樹脂成形品において、胴部2の口部側端部内周に凸部5を設けたことを特徴とする。また、段差部4外周には補強リブ6が設けられている。
(もっと読む)
プラスチックからなる、内燃機関のための吸気システムを製造するための方法及び射出成形型、並びに、製造された吸気システム
本発明は、平行に延びる複数の吸気管と、それら吸気管内に設けられた絞り弁とを備え、各絞り弁が、各吸気管壁の開口部に設けられた軸受に支持された1本の共通の弁軸を介して駆動される、プラスチックからなる、内燃機関のための吸気システムを、射出成形型を使用して製造するための方法に関する。軸受用の開口部を形成するための射出成形型の2本のマンドレル(1,2)は、各々の端部が射出成形型内において互いに支持し合うように、射出成形型の一方側からそれぞれ挿入する。各マンドレル(1,2)を段付き形状に形成することによって、より外側に位置する開口部を、隣接して内側に位置する開口部よりも大きな直径を有するように形成し、離型時にマンドレル(1,2)を射出成形型の両側から引き出すようにすれば、製造が簡単化される。  (もっと読む)
(もっと読む)
鍔付筒体の成形方法及び成形金型
【課題】鍔部を一体形成した鍔付筒体の成形方法及び成形金型を提供する。
【解決手段】型開き状態でスライド金型2を往動スライドさせた後に型締めして、リング状の一方の1次成形用のキャビティ41に1次成形樹脂材料を射出して鍔部W1を成形すると共に、成形済鍔部W1がセットされた2次成形用のキャビティ42に2次成形樹脂材料を射出して、鍔部W1が一体化された鍔付筒体を成形する。その後に型開きして、可動金型3にセット状態の鍔付筒体を取り出した後、上記工程により成形した鍔部W1を保持した状態でスライド金型2を復動スライドさせた後に型締めして、リング状の他方の1次成形用のキャビティ41a に1次成形樹脂材料を射出して鍔部W1を成形すると共に、成形済鍔部W1がセットされた2次成形用のキャビティ42に2次成形樹脂材料を射出して、鍔部W1が一体化された鍔付筒体Wを成形する。
(もっと読む)
1 - 7 / 7
[ Back to top ]