
Fターム[4F202AH35]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 電気電子装置(←電子部品) (1,555) | 送配電(←プラグ、コネクタ) (95) | 電線 (11)
Fターム[4F202AH35]に分類される特許
1 - 11 / 11
インサート成形品の製造方法
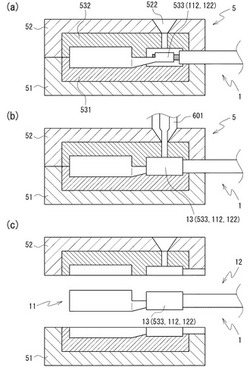
【課題】インサート成形品の樹脂材料からなる部分にヒケが発生することを防止もしくは抑制しつつ、離型性の向上を図ることができるインサート成形品の製造方法を提供すること。
【解決手段】多孔質材料からなりインサート成形品の樹脂成形部を成形する空間部分が成形された入れ子部材531,532を着脱可能に装着された成形型5を用い、あらかじめ入れ子部材531,532に離型剤を浸透させておき、インサート成形品の樹脂成形部13に埋め込まれる所定の部材(=端子金具11と電線12)を成形型5の内部に配設し、ヒケや気泡が発生しない圧力条件で樹脂材料を射出および保圧して所定の部材(=端子金具11と電線12)を樹脂成形部13の内部に埋め込む。
(もっと読む)
樹脂成形品

【課題】 放熱性を付与するための加工工数や組み付け工数が少なく、かつ、放熱特性の良好な樹脂成形品を提供する。
【解決手段】 電気配線用金属部材1の一部1Aを第1熱可塑性樹脂2からなる第1樹脂成形部3内に直接埋設し、さらに、第1樹脂成形部3の一部を第1熱可塑性樹脂より熱伝導率の低い第2熱可塑性樹脂からなる第2樹脂成形部9内に埋設して、電気配線用金属部材1、第1樹脂成形部3及び第2樹脂成形部9を一体化する。第1樹脂成形部3は第2樹脂成形部9に埋設されずに外部に露出した箇所を有し、当該箇所の露出表面3Bから電気配線用金属部材1に至るまでの第1熱可塑性樹脂により形成された熱可塑性樹脂層3Aの厚みtを0.4〜1mmとする。
(もっと読む)
ワイヤハーネス用の金型
【課題】ワイヤハーネスの電線群に不織布を巻き付けて金型内に充填し、不織布を加熱硬化しで被覆材とする金型において、成形後に迅速にワイヤハーネスを金型から取り出して冷却できるようにする。
【解決手段】下型と上型の間に中型を介在させ、該中型は上下開口とすると共に前記電線群の被覆材の両側面に当接する型面を備え、前記不織布を加熱硬化した後に前記上型を離型し、前記中型の型面で前記被覆材で被覆した電線群を挟持して前記下型から引き出せる構成としている。
(もっと読む)
製品情報を付した電気ケーブル及びその製品情報付加方法
【課題】モールド装置や金型の構造を大幅に変更せず、また、製品情報の刻印工程をモールド成形工程と別途に行うことなく電気ケーブルの樹脂成形部に製品情報を付加する。
【解決手段】機能性部品19を支持ピン51で支持しモールド成形することにより、樹脂成形部13を形成してなる電気ケーブルにおいて、樹脂成形部には、製品情報に応じた支持ピンの組み合わせによる複数の貫通孔15a-hが形成されており、支持ピンの断面形状及び/又は断面の向きを変えることにより、前記複数の貫通孔の組み合わせに複数のパターンを与えることで、製品情報を判別できるようにした。
(もっと読む)
ゴム製品及びゴム製品の製造方法
【課題】接着剤を使用することなく、絶縁ゴム層と半導電ゴム層とを強固に接着し、電気特性が良好な電力ケーブル用ストレスコーン、ゴム套管等のゴム製品を提供する。
【解決手段】電気絶縁性を有するゴム材料からなる絶縁ゴム層3と半導電性を有するゴム材料からなる半導電ゴム層4とを接着してなるゴム製品である。絶縁ゴム層3と半導電ゴム層4との接着する界面の最大高さRzが0.5〜80μm、かつ、凹凸の輪郭曲線要素の平均長さRSmが25〜150μmである。
(もっと読む)
2色成形用金型装置および2色成形品
【課題】フィルムを波打ちすることなく2色成形品中にインモールドすることができる2色成形用金型装置及び2色成形品を提供する。
【解決手段】1次側金型の金型間にフィルム11を内在させ、1次側金型の第1キャビティC1に樹脂を射出して1次成形品8を成形し、フィルム付きの1次成形品8を2次側金型に移動させ、2次側金型の第2キャビティC2に樹脂を射出して2次成形品を成形することにより、1次成形品、2次成形品、フィルムが一体化された2色成形品を得る2色成形用金型装置において、第1キャビティC1は、1次成形品8からフィルム11がはみ出すようにフィルムよりも小さいサイズの1次成形品8を成形するように構成され、フィルムはみ出し側に位置し第1キャビティC1を形成するキャビティ形成壁面3aに、上記1次成形品8の成形収縮を規制する凸部3dが形成されていることを特徴とする。
(もっと読む)
電気ケーブルおよび樹脂成形体付き電気ケーブルならびにその製造方法
【課題】電気ケーブルの外被上に直接樹脂成形体を射出成形するに際して、ケーブルの外被外径に多少のばらつきがあっても、上下金型のケーブル導入口を効果的に塞いで、外被の噛み込みや樹脂漏れの生じない電気ケーブルおよび樹脂成形体付きの電気ケーブルならびにその製造方法を提供する。
【解決手段】導体、絶縁コア、シールドコアまたはこれらの組み合わせコアを2層以上の樹脂絶縁体16で被覆し、最外層の絶縁層を発泡層15で形成された電気ケーブルに、射出成形により樹脂成形体18,19を一体化する。また、前記の電気ケーブルに、上金型と下金型により樹脂成形体を射出成形に成形するに際して、電気ケーブルの発泡層15が上下方向で圧縮をうけ、横方向に圧縮を受けないようにして成形する。
(もっと読む)
モールド成形型
【課題】本発明は、一方の型の凹部にリード線を設け、他方の型の凸部を凹部内に挿入してリード線を挟持してモールド成形することにより、リード線の損傷なくモールド成形することを目的とする。
【解決手段】本発明によるモールド成形型は、下型(1)に形成された複数の凹部(20)と、前記下型(1)に対向する上型(2)に形成された複数の凸部(21)とを備え、前記凹部(20)内にリード線(5)を保持した状態で凸部(21)を凹部(20)内に挿入して型閉し、モールド成形する構成である。
(もっと読む)
成形ワイヤハーネスの製造方法
【課題】外装部材の肉厚を略均一化する成形ワイヤハーネスの製造方法を提供する。
【解決手段】一次成形金型8を用いる第一工程においては、一次成形金型8の内部にセットした電線束3の外側に一次成形凸部10を設ける樹脂成形を行う。電線束3の外側には、一次成形凸部10を含む一次成形部4が樹脂成形され一次成形品6が得られる。そして、一次成形金型8での一次成形品6の樹脂成形が完了した後には、一次成形金型8から一次成形品6を取り出して二次成形金型9の内部への移し替えを行う。二次成形金型9を用いる第二工程においては、一次成形凸部10の存在により二次成形金型9の内部での位置決めがなされた一次成形品6の外側に二次成形部5を設ける樹脂成形を行う。これにより成形ワイヤハーネス1となる二次成形品が得られ、二次成形金型9から取り出すと一連の製造工程が完了する。
(もっと読む)
樹脂成形体の製造装置
【課題】 本発明の目的は、従来から一般的な上下方向に2つ割りされた金型を有する装置であって、内部にボイドのより少ない樹脂成形体を製造できる樹脂成形体の製造装置を提供することにある。
【解決手段】 本発明は、液状の樹脂を樹脂射出機10により上部金型5aと下部金型5bからなる金型5内に射出充填し、これを加熱硬化させる樹脂成形体の製造装置において、前記金型5は一端が金型内斜め上方の位置に開口し、他端が前記上部金型5aと下部金型5bのパーテイングライン16の位置で金型5外部に開口する真空引き用貫通孔14を有していることを特徴としている。
(もっと読む)
樹脂成形体の製造装置及び樹脂成形体の製造方法
【課題】 本発明の目的は、2液混合型の樹脂で樹脂成形体を製造する場合にあっても、製造時間を大幅に短縮でき、樹脂成形体の生産性を高めることのできる樹脂成形体の製造装置および製造方法を提供することにある。
【解決手段】 本発明は、2液混合型の樹脂を樹脂射出機10により金型5内に射出充填し、これを加熱硬化させる樹脂成形体15の製造装置において、前記樹脂射出機10と前記金型5との間に、内部に前記樹脂射出機10と前記金型5との間の樹脂流路を構成する平面状の樹脂流路21を有する加熱装置20を介在せしめたことを特徴とするものである。
(もっと読む)
1 - 11 / 11
[ Back to top ]