
Fターム[4F202AR07]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 位置(←角度、開度) (1,010)
Fターム[4F202AR07]に分類される特許
1,001 - 1,010 / 1,010
活性材料素子を使用して金型の変形及び位置合わせずれに対処する方法及び装置
第1の面及び第2の面を有する射出成形用金型を制御するための方法及び装置は、第1の面と第2の面との間に配置されるように構成される活性材料素子を備える。活性材料素子は、第1の面と第2の面との間の力を感知し、対応する感知信号を生成するように構成することができる。伝送構造が活性材料素子に結合され、感知信号を伝達するように構成される。好ましくは、活性材料素子アクチュエータも第1の面と第2の面との間に配置され、感知信号に従って拡張力を第1の面と第2の面との間に提供するように構成される。本方法及び本装置は、射出成形用金型での望ましくない変形及び/又は位置合わせずれに対処するために使用することができる。
 (もっと読む)
(もっと読む)
成形システムにおいて活性材料素子を利用するための制御システム
第1の面及び第2の面を有する射出成形機を制御する方法及び装置は、第1の面と第2の面との間に配置されるように構成される圧電セラミックセンサを備える。圧電セラミックセンサは、第1の面と第2の面との間の力を感知するとともに、対応する感知信号を生成するように構成される。配線構造が圧電セラミックセンサに結合され、感知信号を伝達するように構成される。好ましくは、圧電セラミックアクチュエータも第1の面と第2の面との間に配置され、感知信号に従って第1の面と第2の面との間に拡張力を提供するように構成される。 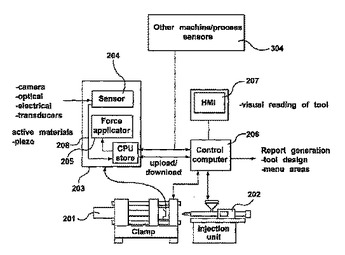 (もっと読む)
(もっと読む)
プラスチック物品を圧縮成形するための方法および装置
本願の国際出願時において、要約書の提出はありません。  (もっと読む)
(もっと読む)
2つ又はそれ以上の材料で作成されるプリフォーム及びこれを得る方法
2つの異なる材料で作成されるプリフォームの作成方法、ここで第一の材料(4)及び第二の材料(22)が同軸でない中心軸を有するノズルで射出される。好ましくは、プリフォームは、第一の材料の側壁の中に第二の材料の包摂を含む。その新規プリフォームは、好ましくは底領域(1c)及び側壁領域(1b)を含み、底領域は、もっぱら第一の材料で作成され、かつ側壁領域は、第二の材料(22)により満たされる少なくとも1つの容積(14)を除いて、全般的に第一の材料(4)で作成される。  (もっと読む)
(もっと読む)
簡易型金型内製品ハンドリングシステム及び成形品を取り扱う方法
金型内蓋ハンドリングシステムは、射出成形金型の成形面にわたって横方向に並進して、成形キャビティの列上で第1の動作を行うか、又は成形キャビティの列から複数の成形品を抜き取り、その後、第2の動作のために外側位置へ後退するか、又は成形品を落下シュートへ移すように動作可能である、スライドを提供する。スライドの駆動手段は、スライドの端に取り付けられる第1のトランスミッション及び第2のトランスミッションを含む。トランスミッションは、トランスミッションに収容されている少なくとも1つのベルトが複数のガイドにより画定される経路に沿って構成され、この経路はガイド間に画定される複数の部分を含み、少なくとも1つのベルトがこの経路に沿って2つの位置間で動作可能であり、スライドが種々の適宜配置された経路部分に接続されていることにより内側位置と外側位置との間でそれぞれ駆動される、という基本原理に基づいて動作する。
 (もっと読む)
(もっと読む)
インサート部材を有するモールド部材及びその製法
冷熱時の樹脂内部の収縮応力及び歪みを吸収して緩和することが出来る、インサート部材付きのモールド部材を提供するために、樹脂で形成されるモールド部材本体と、前記モールド部材本体に金属,セラミックス,樹脂、あるいはこ
れらの材料を組み合わせた複合材料からなる部品がインサートされている樹脂モールド部材において、インサート部材の外周、少なくとも角部,突起部,段差部の近傍に空隙を設けると同時に、インサート部材の外周部に空隙無くモールド樹脂とインサート部材を連続モールドした個所も合わせて形成されている構成とした。容易な製造方法で、冷熱耐久におけるインサート部材と樹脂の線膨張係数の差から発生する樹脂のクラックを回避しうる、高信頼インサート部材付きモールド部材を実現できる。
(もっと読む)
バルブゲートアセンブリ

モールド内への溶融材料の流れを調整するためのバルブゲートアセンブリ。該バルブゲートアセンブリは全閉位置と全開位置との間で移動することができる可動バルブを含む。該バルブゲートアセンブリは更に、バルブと協働して該バルブを前記全閉位置と前記全開位置との間で無制限に位置決めするアクチュエーティングシステムを含む。 (もっと読む)
射出成形機及び射出成形方法
スタンパの情報面の転写精度及び光学特性を低下させることなく成形サイクルを短くすることができる射出成形機及び射出成形方法を提供することを目的とする。型閉じを行う型閉処理手段と、可動プラテン(23)が、型開限位置と型閉限位置との間に設定された射出開始位置(Sb)に到達したかどうかを判断する可動プラテン位置判定処理手段と、前記可動プラテン(23)が前記射出開始位置(Sb)に到達したときに、射出工程を開始する射出処理手段とを有する。この場合、可動プラテン(23)が型閉限位置に到達する前に射出工程が開始されるので、射出工程の開始が早くなった分だけ成形サイクルを短くすることができる。 (もっと読む)
深い“C”形部品とその成形方法

実質的に“C”形断面形状の長い部品と、それを製造する方法とを提供する。当該部品は、射出成形することができ、表側の部品部分を塗膜で覆うことができる。この方法は、傾斜底壁を備える底端キャビティ部分(182)を有する金型キャビティを備え、雌型要素(106)を、定置雄型要素(104)から離れるように、幅方向すなわちY方向に対して約1〜20゜の角度をなすように動かすこと(358)を含む。この部品は、プラスチック基板と随意の塗膜とを有し、当該塗膜は、前記部品の表側主要面(406)の後方で底端壁(400)に沿って終わる一つのへり(204)を有する。 (もっと読む)
少なくとも1つのレンズセントレーションマークを有するレンズおよび同レンズの製造方法および使用方法
レンズの主面(12)上に形成される少なくとも1つのレンズセントレーションマーク(30)を有するレンズ(10)が開示される。レンズセントレーションマークは、第1の軸(50)および主面の交差点(52)に位置決めされることができ、第1の軸が主面の回転軸であるように、主面は第1の軸を中心にして対称である。そのようなレンズセントレーションマークを有するレンズの製造方法のほか、レンズセントレーションマークを利用するレンズ面のセントレーションの測定方法もまた開示される。  (もっと読む)
(もっと読む)
1,001 - 1,010 / 1,010
[ Back to top ]