
Fターム[4F202AR10]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 速度 (193) | 加速度 (10)
Fターム[4F202AR10]に分類される特許
1 - 10 / 10
繊維強化プラスチックのプレス成形方法及び繊維強化プラスチック成形品
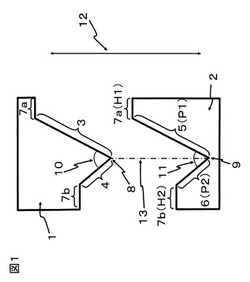
【課題】角度90度以下の頂部を有する深絞り形状の繊維強化プラスチックの成形品をプレス成形により良外観かつ高い生産性の下に得る方法を提供する。
【解決手段】一対の成形型を用いてプリプレグシートをプレス成形する成形方法であって、一方の成形型に前記プリプレグシートを押圧する凸部と、他方の成形型に押圧された前記プリプレグシートを当圧させる凹部とをそれぞれ少なくとも1箇所備え、前記成形型の凸部と凹部との頂部頂点を結ぶ成形型の昇降方向に平行な直線を含む断面において、前記凸部または凹部の頂部の角度が90度以下であるとともに、前記凹部の頂部を形成する当圧面の線分P1、P2の合計P1+P2と、当圧面以外の線分H1、H2を含めた前記凹部の線分の総長さL=P1+P2+H1+H2との比が0.5≦(P1+P2)/L≦0.95の範囲にあり、凸部と凹部との頂部頂点を結ぶ成形型の昇降方向に平行な直線が成形型の型面と交わらないことを特徴とする、繊維強化プラスチックのプレス成形方法。
(もっと読む)
金型の保護方法および保護装置

【課題】金型が取り替えられる度に煩雑な設定をする必要がなく、金型間に異物が挟まったら確実に型締動作を停止する、金型の保護方法を提供する。
【解決手段】可動金型(12)を固定金型(11)に対して型閉して所定の型締力で型締するとき、可動金型(12)が固定金型(11)から所定量だけ離間した型開位置から可動金型(12)が固定金型(11)にタッチする型閉位置までの間、固定盤(5)の振動を監視して、所定のしきい値を超える加速度の振動を検出したら、型閉動作を停止する。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】リングマークの発生を抑制し、外観良好な熱可塑性樹脂成形体を製造する方法を提供する。
【解決手段】キャビティ40を形成するキャビティ面31を有する一対の金型10を開放状態とし、前記キャビティへ熱可塑性樹脂51の供給を行う供給工程と、前記熱可塑性樹脂の供給が完了するまでに、前記金型の型締めを開始し、型締めを行う型締め工程を有する成形体の製造方法であって、前記金型の型開き及び型締めを行う駆動装置の駆動源は、電動機であり、前記型締め工程開始時における前記装置の型締め速度の加速度は、35mm/sec2以下とする。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】リングマークの発生を抑制し、外観良好な熱可塑性樹脂成形体を製造する方法を提供する。
【解決手段】キャビティを形成するキャビティ面を有する一対の金型を、型締め方向のキャビティクリアランスが所定位置となるまで型締めを行う第一型締め工程と、前記金型を、型締め方向のキャビティクリアランスが所定位置となるまで開きながら前記キャビティへ熱可塑性樹脂の充填を開始する供給工程と、前記熱可塑性樹脂の供給が完了するまでに、前記金型の型締めを行う第二型締め工程を有する成形体の製造方法であって、前記金型の開閉を行う駆動装置の駆動源は、電動機であり、前記供給工程において、型開き状態から型開きを停止するまでの前記金型の型開き速度の減速度は、25mm/sec2以下とする。
(もっと読む)
射出成形装置、射出成形方法
【課題】射出成形技術において、冷却中の成形品内の温度分布のばらつきに起因する成形精度のばらつきや製品不良を減少させる。
【解決手段】金型1に設けられた複数のキャビティ4の各々の周囲に均等に複数の温度センサ3を配置し、外部の温度検出器8により温度分布を検出し、計算・制御装置9において、温度センサ3によって検出された温度から個々のキャビティ4の周りの温度幅T2を計算し、予め設定したキャビティ4から成形品を取出すときの目標温度幅T1に対し温度幅T2が、T1>T2となり、かつ目標キャビティ間温度差T3とキャビティ間温度差T4の関係が、T3>T4となった時点で金型1を開くように成形機側制御装置10を介して金型1の型開きのタイミングを制御する。
(もっと読む)
取出し機の制御装置
【課題】本発明は、取出し機が成形機の構成部品に取り付けられたとしても、成形機の作動に悪影響を及ぼさないように取出し機を制御する制御装置を提供することを課題とする。
【解決手段】取出し機10は射出成形機30に取り付けられる。取出し機10は、成形品を保持する保持部12が設けられたアーム部14を有する。アーム部14を移動させる移動機構16と、移動機構16の駆動を制御する制御装置24とが設けられる。制御装置24は、射出成形機の成形工程のうち、移動機構16の駆動により発生する振動が悪影響を及ぼす所定の工程が開始される時点において、移動機構16が振動を発生しない状態か所定の大きさ以下の振動を発生する状態となるように、移動機構16を制御する。
(もっと読む)
成形品取出機のチャック制振方法
【課題】チャックの移動停止時に、少なくともチャックの振動周期及び振幅を検出し、該データに基づいてチャックの移動を制御することによりチャックの移動停止時における振動を確実に制振する。検出された振幅データに基づいて移動停止時におけるチャックの振動強度を確認する。
【解決手段】少なくともチャック17の移動停止時に振動検出器25からの信号に基づいてチャック17の振動周期及び振幅を検出してチャックの移動制御手段19に出力し、検出されたチャック振動の周期データ及び振幅データに基づいてチャック17を移動制御してチャック移動停止時における振動を制振すると共に振幅データにより振動強度を確認可能にする。
(もっと読む)
プラスチック製品の製造装置および製造方法
少なくとも1つのランナチャンネル(14B)が終端する少なくとも1つのモールドキャビティ(11)が設けられる金型(2)を備え、さらに、所定量の少なくとも部分的に可塑化されたプラスチックを、前記ランナチャンネルに動作的に供給するプレス装置(18)が設けられ、前記プレス装置(18)と前記少なくとも1つの金型(11)との間には、前記プレス装置(18)から供給される可塑化プラスチック(24)を一時的に蓄える少なくとも1つのバッファチャンバ(13)が設けられ、可塑化プラスチック(24)を、前記少なくとも1つのバッファチャンバ(13)から少なくとも1つのモールドキャビティ(11)内に圧入する少なくとも1つの移動体部材(21)が設けられることを特徴とするプラスチック製品の製造装置。  (もっと読む)
(もっと読む)
射出成形機
【課題】 金型内の樹脂に、超高速振動による大きな振動エネルギーを付与可能とすること。
【解決手段】 金型内に溶融樹脂を射出充填する射出成形機において、金型の少なくとも一部、例えば中子金型に振動を与えるための駆動源にリニアモータを用いて、樹脂の一面全体に接触する中子金型によって、金型のキャビティ内の樹脂全体に振動エネルギーを付与するように構成するとともに、前記リニアモータは、巻線が巻回された固定子と、該固定子に対して直線移動する可動子とからなり、前記固定子は、磁極歯同士が対向する複数の対向部を有すると共に、複数の対向部は、隣り合う対向部の磁極歯が互い違い構造をとり、前記対向部を構成する磁極歯の間に、永久磁石を有する直線状の前記可動子が配置されたものとする。
(もっと読む)
成形機システム
【課題】 成形機に付設される周辺機において、直線運動部材の超急速の加速や超急速の減速の動作を実現可能として、成形機システムの成形サイクルの短縮化に貢献できるようにすること。
【解決手段】 成形機とこれに付設される周辺機とを含んで構成される成形機システムにおいて、周辺機の直線移動部材の駆動源としてリニアモータを用い、リニアモータは、巻線が巻回された固定子と、該固定子に対して直線移動する可動子とからなり、固定子は、磁極歯同士が対向する複数の対向部を有すると共に、複数の対向部は、隣り合う対向部の磁極歯が互い違い構造をとり、上記の対向部を構成する磁極歯の間に、永久磁石を有する直線状の前記可動子が配置されたものとされる。
(もっと読む)
1 - 10 / 10
[ Back to top ]