
Fターム[4F203AA45]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 樹脂材料等(主成形材料) (877) | ゴム、エラストマー(熱可塑剤ゴム一般) (629)
Fターム[4F203AA45]の下位に属するFターム
共役ジエン系ゴム(←天然ゴム) (21)
Fターム[4F203AA45]に分類される特許
601 - 608 / 608
加硫温度調整システム
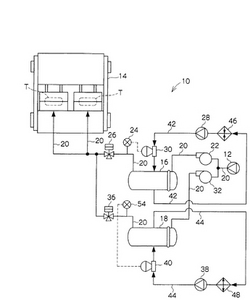
【課題】 被加硫物の加硫成形時における加硫温度を簡易に変更し得る加硫温度調整システムを得る。
【解決手段】 原動設備の温水源に媒体供給ポンプ12が接続され、媒体供給ポンプ12から予め定められた例えば150℃の温度の温水が送り出される。内部に収納されたタイヤTを加硫成形する加硫機14とこの媒体供給ポンプ12との間は、配管20で接続されているが、温水を加熱するヒータ16及び温水を冷却するクーラ18が、加硫機14と媒体供給ポンプ12との間に熱交換器として配置される。
(もっと読む)
加硫ゴムの架橋評価方法及び加硫ゴム

【課題】 加硫ゴムの架橋密度、分子構造、組成分析などの分析情報量や分析精度の向上を図ることができる加硫ゴムの架橋評価方法及び加硫ゴムを提供する。
【解決手段】 加硫ゴムの微粒子を含む分散液を架橋構造解析のための測定試料とする架橋評価方法であり、前記測定試料として加硫ゴムを溶媒で膨潤させた後、界面活性剤の存在下で冷凍粉砕し前記加硫ゴムの微粒子を形成し、該微粒子を水中に分散させた分散液を用いることができ、前記加硫ゴムの微粒子の平均粒子径が0.05〜10μmであり、前記分散液中の加硫ゴムの固形分が10〜60重量%であることが好ましい。
(もっと読む)
成形用金型
【課題】一体成形加硫された基布入りゴムの加硫シートを仕上げ治具に装着する場合、製品の向きと金型の割り位置との関係から仕上げ治具と反対方向に向って加硫シートのシートバリのソリが発生する場合であっても、仕上げ治具に設けられている真空引きの部分でシートバリのソリを矯正することができる加硫シートを成形加硫することができる成形用金型を提供する。
【解決手段】加硫シート11を製品12毎に打ち抜くために装着する仕上げ治具21に設けられている真空引き部分22に対応する加硫シート11のシートバリ13の部位に凸部14を形成させることができる成形用金型とした。
(もっと読む)
ゴム加硫用モールド
【課題】表示プレートの取付け操作を簡単にしながら表示プレートを確実に固定できるようにしたゴム加硫用モールド、特にタイヤ成形用に適したモールドを提供する。
【解決手段】モールド1と表示プレート2の少なくとも一方に相互を吸着させる磁石3を設けるとともに、表示プレート2の磁石3から離間した端部をモールド1に対してフック5により着脱自在に係止可能にしたので、磁石3およびフック5による係止によって表示プレート2がモールド1に確実に固定され、また、フック5の係脱および磁石3の吸着の着け外しをするだけで表示プレート2を容易に着脱できる。
(もっと読む)
磁化性熱可塑性エラストマー
熱可塑性ポリマー(例えば熱可塑性エラストマー)、硬化エラストマー性ポリマー材料(例えば熱硬化エラストマー)、および磁化性(フェライト)粉末の混合物から磁化性材料が比較的高い充填率であることを特徴とする熱可塑性エラストマーが得られる。この混合磁化性熱可塑性エラストマー組成物は、その硬化は任意に行われるが、これから磁気部品成形での成形特性が良好であると同時に強靱な材料特性が得られる。この材料は、エンコーダでの磁気標的ホイールにとって有利である。 (もっと読む)
タイヤ加硫用金型およびタイヤの加硫方法
【課題】 タイヤのトレッド部内部に、タイヤの中心軸に平行、もしくは、これに近い方向に延在する空洞もしくはトンネルを形成する加硫用金型を提供する。
【解決手段】 両方のサイドモールド10、20と複数のセグメント30とを具える割りモールド1に対して、タイヤのトレッド部内部に延在する空洞に対応する型付ピン40A、40Bをタイヤの軸線方向に移動するサイドモールド10、20に取付ける。
(もっと読む)
ベントホール開閉弁及びそれを具えた成形金型
【課題】 弁座と弁体との間でのゴム噛込みの発生、および微粒子体のベントホール内への浸入や目づまり等の発生を効果的に抑制できる。
【解決手段】 後方に向く弁座12を介在させた導孔7を有する管状のベント基体6と、導孔7を開閉しうる球状の弁体9と、弁体9を弁座12に向けて付勢するバネ体10とからなる。弁座12は、その弁孔13から後方に傾く弁座面14を有し、かつ前記導孔7は、ベント基体6の内端面6Sを最大径とし前記弁孔13に向かって縮径するゴム溜め部15を具える。
(もっと読む)
密封装置及び密封装置の製造方法
【課題】 軸偏心に対してシール性を向上し、さらに装置の長寿命化及び軽量化を図る密封装置及び密封装置の製造方法を提供する。
【解決手段】 環状シールリップ6の先端にゴム状弾性体製の第1シールリップ7を付加したことで、第1シールリップ7がシール部5から連続して形成されることなく環状シールリップ6の先端に設けられるので、密封装置1に使用されるゴム状弾性体の量を減少して軽量化が図れる。また、第1シールリップ7は、シール部5と別体に形成されるため、第1シールリップ7だけを容易に付加することもできる。
(もっと読む)
601 - 608 / 608
[ Back to top ]