
Fターム[4F204FQ06]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | 金型用加圧装置、プレス (291) | 機械式(例;クランク式) (17) | 電動モータ駆動式 (9)
Fターム[4F204FQ06]に分類される特許
1 - 9 / 9
圧縮成形機の制御方法
【課題】 オーバロードの防止による油圧ポンプの無用な停止の回避,油圧ポンプの耐久性向上及び制御の安定化を図るとともに、油圧ポンプの小型化,コストダウン,設置スペースの縮小及び消費電力の低下を実現する。
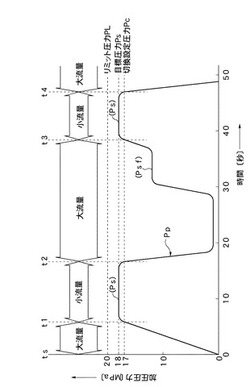
【解決手段】 油圧ポンプ3に、少なくとも大流量の固定吐出流量Qmとこの大流量よりも小さい小流量の固定吐出流量Qsを設定可能な油圧ポンプを使用し、予め、加圧工程Spにおける目標圧力Psを設定するとともに、加圧工程Spにおける加圧圧力Ppに対して固定吐出流量Qm又はQsを切換えるための切換条件を設定し、加圧工程Sp中に、加圧圧力Ppを監視し、当該加圧圧力Ppが切換条件を満たさないときは、大流量の固定吐出流量Qmに切換えて加圧圧力Ppに対する圧力制御を行い、かつ当該加圧圧力Ppが切換条件を満たしたときは、小流量の固定吐出流量Qsに切換えて加圧圧力Ppに対する圧力制御を行う。
(もっと読む)
熱可塑性樹脂成形体の製造方法

【課題】リングマークの発生を抑制し、外観良好な熱可塑性樹脂成形体を製造する方法を提供する。
【解決手段】キャビティ40を形成するキャビティ面31を有する一対の金型10を開放状態とし、前記キャビティへ熱可塑性樹脂51の供給を行う供給工程と、前記熱可塑性樹脂の供給が完了するまでに、前記金型の型締めを開始し、型締めを行う型締め工程を有する成形体の製造方法であって、前記金型の型開き及び型締めを行う駆動装置の駆動源は、電動機であり、前記型締め工程開始時における前記装置の型締め速度の加速度は、35mm/sec2以下とする。
(もっと読む)
溶融成形装置
【課題】成形品の生産性を向上させることができる溶融成形装置を提供することを目的とする。
【解決手段】本発明は、廃棄プラスチック等の熱可塑性部材を加熱溶融させて成形品を成形する溶融成形装置14であって、熱可塑性部材を加熱することで溶融させ、成形品として成形する管部材25と、管部材25に熱可塑性部材を押し込む押込部材23を設けることを特徴とする。
(もっと読む)
樹脂封止装置
【課題】枠状金型駆動機構の調整作業等を容易とし、装置全体をコンパクトに構成する。
【解決手段】タイバー120によって支持される天板110と、天板110に対して進退動可能な可動プラテン140を備え、天板110に垂設された上型と、可動プラテン140上に載置された下型150によって半導体チップを搭載した基板を樹脂にて圧縮封止する樹脂封止装置100であって、下型150が、貫通孔を有する枠状金型154と貫通孔に嵌合して配置される圧縮金型152を備え、枠状金型154に下型150の外部から駆動力を受けることが可能な鍔部154Bを形成し、鍔部154Bを介して枠状金型154を反上型方向に駆動可能な枠状金型駆動機構180を備え、枠状金型駆動機構180を、可動プラテン140上に載置する。
(もっと読む)
加圧成型装置
【課題】サイクルタイムを短くするため高速移動が必要な場合や、ワークの大型化に合わせて大出力が必要である場合でも、製造コストの高騰を抑えることができる加圧成型装置を提供する。
【解決手段】駆動機構が、可動部材に垂下されるボールねじ軸と、該ボールねじ軸の上端部位に螺合する第1ナットと、該第1ナットに回転を伝達する第1回転伝達機構と、該第1回転伝達機構を介して前記第1ナットを回転駆動させる第1駆動モータと、前記第1ナットより下方部位のボールねじ軸に螺合する第2ナットと、該第2ナットに回転を伝達する第2回転伝達機構と、該第2回転伝達機構を介して前記第2ナットを回転駆動させる第2駆動モータとからなる。
(もっと読む)
圧縮成形型の樹脂封止装置及びその圧縮方法
【課題】可動プラテンの圧力精度及び位置精度を維持しつつ、加圧能力を向上させる。
【解決手段】可動プラテン104と連結された下型112を上型110側へと移動させることにより、被成形品を樹脂にて圧縮封止する圧縮成形型の樹脂封止装置を、可動プラテン104の移動をガイドするリニアガイド114と、可動プラテン104をリニアガイド114に沿って移動させるための動力源となるボールねじ120を有する第1のプレス機構と、該第1のプレス機構と別系統として、流体シリンダ140を有する第2のプレス機構とを備えて構成する。
(もっと読む)
ボール、ボールねじ、及びそのボールねじを有する電動射出成形装置、電動プレス装置
【課題】ボールねじのボールに適度な硬度と靭性を付与する。
【解決手段】電動射出成形装置などにおける、高負荷駆動部で使用されるボールねじ1に使用される上記ボール9である。そのボール9は、浸炭窒化処理を施した後に焼き戻しすることで形成される表面硬化層を有し、その表面硬化層の残留オーステナイト量が35体積%以上45体積%以下である。
(もっと読む)
圧縮成形装置
【課題】圧縮成形の際の型閉速度と型閉圧力とを所要とおりに規定することができ、かくして充分に高精度の製品を高効率で圧縮成形することができる圧縮成形装置を提供する。【解決手段】型閉動速度を規定することができる、サーボモータ(22)或いはカム機構(32)の如き型閉速度規定手段と、型閉圧力を規定することができる、液圧シリンダ機構(14)の如き型閉圧力規定手段との双方を含んだ形態の型開閉手段を採用し、型閉速度規定手段の作動と型閉圧力規定手段との作動によって成形型手段の閉動が遂行されるようにせしめる。 (もっと読む)
複数の作動装置を備える作動機、装置及び制御システム
プラスチック鋳造用装置は、鋳造手段(3、4)、該鋳造手段(3、4)と該作動手段(15)と該鋳造手段(3、4)との間に介在する衝撃吸収手段(17)とを動かすために配置される該作動手段とからなり、該作動手段(15)は電子機械式作動手段(26、46、62)からなり;プラスチック鋳造用装置は鋳造手段(3、4)と該鋳造手段(3、4)を動かすために配置される作動手段(15)とからなり、該作動手段(15)は電気モータ手段(41、58、47、77)と該電気モータ手段(41、58、47、77)の電気パラメータを制御するための制御手段とを備える電子機械式作動手段(26、46、62)とからなり、作動機は作動手段(1)を作動するのに適した複数の作動装置(15)と、該作動装置(15)を制御するための少なくとも1つの制御装置(18)と、該複数の作動装置(15)の少なくとも1つの作動装置(15a、15b、15c、15d、15e)へ該少なくとも1つの制御ユニット(18)を選択的に結合するために配置される切換え手段(23)とからなる。 (もっと読む)
1 - 9 / 9
[ Back to top ]