
Fターム[4F206AH39]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 電気電子装置(←電子部品) (1,564) | 音響機器(←拡声器コーン) (12)
Fターム[4F206AH39]の下位に属するFターム
レコード盤 (1)
Fターム[4F206AH39]に分類される特許
1 - 11 / 11
樹脂成形体の成形金型装置
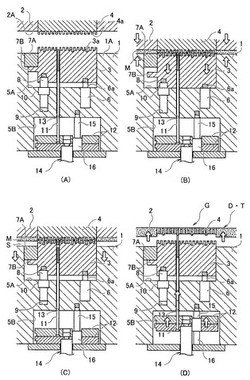
【課題】油圧シリンダーを用いずに一方のパンチングブロックを可動構造にすることができる樹脂成形体の成形金型装置の提供を図る。
【解決手段】ガススプリング6によってコア型1の型面1Aから突出配置された可動側のパンチングブロック3は、型締め・射出工程でキャビティ型2の型面2Aに設けた固定側のパンチングブロック4により押圧されて後退移動する。これにより、ガススプリング6の大きなばね力によってパンチングブロック3,4の圧接状態が維持され、樹脂成形体D・Tに多数の穿孔を有する多孔部Gの成形が可能となる。
(もっと読む)
音響用部材の製造方法

【課題】エッジの成形後に切断作業を行う必要がなく、良好な製品特性が維持されたエッジを備えた音響用部材を得ること。
【解決手段】音響装置フレームFに装着されるガスケット3と、ガスケットに接合され且つガスケットを形成する材質よりも軟質材で形成されたエッジ4と、を備える音響用部材1の製造方法であって、エッジの射出成形時に、音響用部材の軸線O方向に開口し、且つガスケットとエッジとの接合面3aに向くピンゲート46から成形用金型のキャビティ内に溶融樹脂を射出して、ガスケットに接合される接合部12の軸線方向の肉厚を、ガスケットよりも径方向の内側に配設される他の部分(10、11、13)の肉厚よりも厚く成形し、ガスケットの径方向の内側に連続し、且つピンゲートの開口方向の前方側に位置するエッジの面が、接合面と同一平面上、又は接合面よりもピンゲートの開口方向の前方側に位置している音響用部材の製造方法を提供する。
(もっと読む)
バッフルまたは補強材のリバースモールディング
バッフルまたは補強材(170)を形成する方法は、金型(105)の第1のキャビティ(130)中で膨張性材料(180)をモールディングすることと、金型(105)の第2のキャビティ(135)中で膨張性材料上にキャリア材料(175)をオーバーモールディングすることとを含む。  (もっと読む)
(もっと読む)
成形用金型とそれを用いた樹脂振動板の製造方法
【課題】厚みの不均一な樹脂振動板を、ひけや空隙などを生じさせること無く成形する方法を提供する。
【解決手段】凹金型5および凸金型4と、これらの金型を嵌合、組合せることで内部に外方へ向けて徐々に断面積が大きくなる略円錐形状の成形用キャビティ10と、この成形用キャビティ10へ樹脂を注入、充填するためのゲート部9と、前記凹金型5あるいは凸金型4の少なくとも一方に設けた離型用のイジェクトピン8からなり、前記成形用キャビティ10の外周部に断面積を小さくするための絞り部7を設けた成形用金型3を用いた。
(もっと読む)
熱可塑性エラストマー組成物及び成形部材
【課題】例えば、スピーカーのエッジ部材などの薄肉成形品の材料として好適に用いることができる熱可塑性エラストマー組成物を提供する。
【解決手段】(A)所定の条件を満たすエチレン系共重合体、及び前記エチレン系共重合体100質量部に対して、50〜150質量部の第一の鉱物油系軟化材を含む油展エチレン系共重合体と、前記(A)油展エチレン系共重合体100質量部に対して、10〜50質量部の(B)α−オレフィン系熱可塑性樹脂と、を含む原料組成物を、(C)架橋剤の存在下で、動的に熱処理して得られるものであり、所定の条件を満たす熱可塑性エラストマー組成物。
(もっと読む)
熱可塑性エラストマー組成物及び成形部材
【課題】損失正接(tanδ)が良好であるため、優れた振動吸収性を有し、引張破断伸びの異方性が小さく、オイルブリード性が良好であり、良好な機械物性及びリサイクル特性を有する成形部材を形成可能な熱可塑性エラストマー組成物を提供する。
【解決手段】(A)極限粘度[η]が4.3〜6.8dl/gであるエチレン・α−オレフィン系共重合ゴム、(B)極限粘度[η]が1.8〜2.3dl/gであるエチレン・α−オレフィン系共重合ゴム、(C)イソブチレン−イソプレン共重合ゴム、(D)α−オレフィン系熱可塑性樹脂、及び(E)軟化剤を所定量含む原料組成物を、(F)架橋剤の存在下で、動的に熱処理して得られる熱可塑性エラストマー組成物。
(もっと読む)
スピーカシステムおよび嵌め込み装置
【課題】バスレフ型のスピーカシステムとして、システムの大型化を来たすことなく、ダクトの有効長を十分に大きくすることができ、十分な低域増強効果を得ることができるとともに、ダクトを確実に密閉できるようにする。
【解決手段】フロントバッフル20には、ダクト前方部22を一体に形成し、リアバッフル30には、スピーカユニット1の背面と対向する位置に開口部32を形成し、ダクト前方部22と対向する位置にダクト連結部33を一体に形成するとともに、背面側に嵌め込み部35を一体に形成する。嵌め込み部35は、断面形状が半筒状のものとし、その背面には、周回する溝を形成する。嵌め込み部品40は、断面形状が半筒状の部品として、骨格部をABSとし、周縁部をエラストマとして、ダブルモールドによって形成する。その嵌め込み部品40の周縁部をリアバッフル30の周回する溝内に挿入し、嵌め込み部品40をリアバッフル30に嵌合する。
(もっと読む)
音響振動板及び音響振動板製造方法
【課題】熱可塑性エラストマーの優れた機能を用い、成形方向による弾性率、伸びの相違を改善した。
【解決手段】本発明の音響振動板は、熱可塑性エラストマーを用いたエッジ9は、ゴム粒子径が一定で小さく均一に分散しているソフトセグメントを有し、ハードセグメントであるオレフィン樹脂量が少なくても加工性を有するポリオレフィン系エラストマーを材料として用い、射出成形における薄肉成形によって材料の物性が異方性を生じないような配向となる半径方向及び円周方向の伸び率が同等22の形状とするものである。
(もっと読む)
携帯機器用スピーカの振動板、その製造方法及びその製造方法に用いられる製造装置
【課題】 携帯電話機の画面上に設けられるスピーカ用の振動板を射出成形法を用いて製造する場合に、樹脂材料通路の跡を除去する作業を不要にして、振動板の製造工数を削減する。
【解決手段】 可動型25と固定型26とを型閉じして、可動型25の第1成形面39と固定型26の第2成形面32とにより振動部成形用キャビティ及び保持部成形用キャビティを形成する。樹脂材料を、振動部の弾性部が接合する面に対応する箇所から振動部成形用キャビティに流入させるとともに、保持部成形用キャビティに流入させる。これにより得られた一次成形品を第1成形面30に保持した状態で型開きする。可動型25を移動させて一次成形品を固定型26の第3成形面34と対向させて型閉じし、弾性部成形用キャビティを形成する。弾性部成形用キャビティに弾性材料を流入させる。この弾性材料により一次成形品に残った樹脂材料通路の跡を覆って隠す。
(もっと読む)
スピーカー装置用構成部品及びその製造方法
【課題】 安価で且つ高剛性及び制振性(減衰性)が高い等の物理的特性に優れ、焼却時の処分が容易なスピーカー装置用構成部品等を提供する。
【解決手段】 スピーカー装置用構成部品は、オレフィン系樹脂などの熱可塑性樹脂をベース素材に、無機系繊維としての玄武岩繊維(バサルトファイバー)を補強用フィラーとして添加した材料を、射出成形することにより作製されている。スピーカー装置用構成部品としては、例えばフレームやキャビネット(筐体)が挙げられる。これにより、安価で且つ高剛性及び減衰性(制振性)が高い等の物理的特性に優れたスピーカー装置様構成部品を得ることができる。また、一般に、玄武岩繊維の焼結温度は約1050℃であり、焼却炉の焼却温度(約800℃)より高い。このため、玄武岩繊維を含む樹脂材料を焼却炉で焼却しても、その混合材料が溶融してあめ状になることはなく、その混合材料が焼却炉内にへばりつくようなことはない。これにより、焼却処分が容易なスピーカー装置用構成部品を得ることができる。
(もっと読む)
吸音体の製造方法及びこの製造方法によって得られる吸音体並びに吸音構造体
【課題】 生産性及び品質安定性に優れ、かつ、一定の周波数帯の騒音のみを吸音することのできる吸音体の製造方法の提供を目的とする。
【解決手段】 表裏面に形成されたスキン層と、このスキン層に挟まれ多数の空隙を備えた空隙層とを有し、一方のスキン層を貫通し他方のスキン層まで到達しない深さの孔を複数形成した吸音体の製造方法であって、固定型、移動型及びキャビティ内に出没自在に設けられた少なくとも一つのピンを備えた金型を準備し、前記キャビティに樹脂材料を充填して前記吸音体を成形する過程で前記ピンを前記キャビティ内に突出させ、前記吸音体の成形と同時に前記孔を形成する工程
を有する方法とした。
(もっと読む)
1 - 11 / 11
[ Back to top ]