
Fターム[4F206AH54]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 袋 (9)
Fターム[4F206AH54]に分類される特許
1 - 9 / 9
難燃性樹脂組成物、その製造方法およびその成形方法
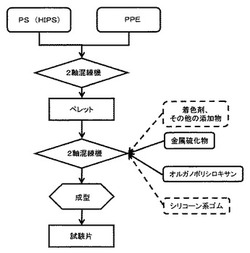
【課題】非ハロゲン系難燃性付与成分を用いて、難燃化したスチレン系樹脂組成物、特にHIPS/PPEを樹脂成分として含む、樹脂組成物を提供する。
【解決手段】金属硫化物とフェニルシロキサンおよび/またはオルガノシロキサンおよび/またはシリコーン系ゴムとを難燃性を付与する成分として使用し、これをスチレン系重合体を含む樹脂成分と混練して、樹脂組成物を製造し、さらに樹脂組成物を射出成形等して、家庭電化製品の外装体等を製造する。特に、ハイインパクトポリスチレン、またはハイインパクトポリスチレンとポリフェニレンエーテルとの混合物を難燃化する場合には、難燃性付与成分として、二硫化モリブデンとフェニルシロキサンとオルガノシロキサンとシリコーン系ゴムとの混合物を使用することにより、優れた難燃特性を有する樹脂組成物を、非ハロゲン系材料として提供することができる。
(もっと読む)
特に固形状またはペースト状の製品用の容器、その製造方法、およびこの容器とそれを受け入れる入れ物とからなる包装

【課題】消費者が内容物に容易にアクセスできる固形状またはペースト状の製品用の容器を提供する。
【解決手段】特に固形状またはペースト状の製品用の容器1は、底3と、底から延びて底に対して直立した姿勢を保持できる剛性保持手段4を組み込んだ側壁8とを有し、これら剛性保持手段は側壁を展開し、持ち上げるための柔軟手段5によって2つずつ一緒に接続されて側壁の周囲にわたって間隔を空け、柔軟手段は、少なくとも1つの柔軟なフィルム2の所定領域によって形成され直立姿勢から放射状に広がるように底を延ばした展開姿勢へ側壁を可逆的に移行させることができ、剛性保持手段は、熱可塑性樹脂を柔軟なフィルムの上に射出して剛性保持手段と随意の底とを形成するオーバーモールドにより柔軟手段に固定される。
(もっと読む)
インサート成形用金型及び複合シート体のインサート成形方法
【課題】シート体の寸法精度のバラツキにより、形成される樹脂部の端部から溶融樹脂が漏れ、複合シート体のバリの発生を防止するインサート成形用金型及び複合シート体のインサート成形方法を提供すること。
【解決手段】インサート成形用金型100は、固定型30と可動型10の間に形成される凹部40にシート体Bを挿入し、キャビティ50に溶融樹脂を射出して前記シート体Bの周縁に樹脂部80を形成し、前記シート体Bと前記樹脂部80が一体に形成される複合シート体を成形するインサート成形用金型100であって、前記凹部40は、前記固定型30と前記可動型10の間に前記シート体Bが挟み込まれない内寸に設定され、前記固定型30と前記可動型10は、形成される前記樹脂部80の端部に位置する前記シート体Bの一部を溶融樹脂の射出に先立ち切断して切り抜くと共に、前記シート体Bの切断面を封止する切断封止手段90が設けられてなる。
(もっと読む)
射出成形品の製造方法及びそれに用いるマスターバッチ
【課題】低分子量環状オレフィン系樹脂の特徴を生かしつつ、容易に射出成形を可能にする射出成形品の製造方法、及びその製造方法に用いるマスターバッチを提供する。
【解決手段】環状オレフィン系樹脂と数平均分子量が10000以下である低分子量環状オレフィン系樹脂とを含むマスターバッチと、環状オレフィン系樹脂と、をドライブレンドする工程後に射出成形する。マスターバッチは、環状オレフィン系樹脂を20質量%から95質量%含み、上記低分子量環状オレフィン系樹脂を5質量%から80質量%含むことが好ましい。
(もっと読む)
無線周波数識別タグを含む物体の成形方法
インサート成形プロセスまたはインモールド加飾プロセスによって、例えば容器などの物体に無線周波数識別タグを取り付ける方法。このような方法は、を例えば容器などの物体に無線周波数識別タグを取り付ける製造プロセスを簡素化するために利用することができる。成形プロセスは、例えば射出成形、ブロー成型、加圧成形、トランスファ成形、および回転成形などの、従来の成形プロセスであってもよい。しかしながら、従来の成形プロセスは、成型品を形成する前に無線周波数識別タグをモールドの空洞に挿入することによって、修正される。修正された成形プロセスの結果、成型品のポリマ材によって封入された無線周波数識別タグを有する成型品ができる。  (もっと読む)
(もっと読む)
包装容器の製造法
【課題】樹脂を必要箇所に充分に充填し、余剰樹脂の流出がないように注入樹脂量を調整するのが容易であり、余剰樹脂が流出すること無く、ヒケの発生、容器の変形が発生することがない包装容器の製造法を提供する。
【解決手段】包装材料を所定形状に裁断し、縦シールしてスリーブ2を得、スリーブ上端部2aに容器頂部3をインジェクション成形によって形成し、容器底部から食品を充填し、底部をシールして得る包装容器の製造法であって、スリーブ上端部2a内面に接する外周面に、三角錐状刻み目14が連続的に形成された内金型11及び外金型12を準備し、スリーブ上端部2aを包むキャビティ12を形成し、キャビティ12内に、キャビティ12に射出されるプラスチックを、キャビティ12の体積から刻み目14の体積を除いた体積より多いが、刻み目14の体積を含むキャビティ12の全体体積より少ない量に調整して容器頂部を成形する。
(もっと読む)
合成樹脂成形品のパッケージ製造方法及び合成樹脂成形品のパッケージ
【課題】 粘着性を有する合成樹脂成形品の梱包作業の効率を向上すること。
【解決手段】 有孔フィルム11及び無孔フィルム12を金型1にインサートし、有孔フィルム11に設けられたゲート挿入孔13に挿入した射出ゲート5から両フィルム間に合成樹脂を射出して、その射出圧にて無孔フィルム12を膨れさせることにより、キャビティ8形状に倣った合成樹脂の成形品を両フィルム間に収容する。成形と梱包を同一の工程で行うことができ、例えば大判のシートを打ち抜き、手作業ではぎ取り、梱包用のフィルム上に載せ置くといった作業は不要になる。これにより作業効率が向上できる。
(もっと読む)
高い溶融流動性を有するプロピレンの単独重合体またはランダム共重合体の製造でのチーグラー‐ナッタ触媒の使用
【課題】薄厚の射出成形品の用途に適した、臭いが少なく、揮発成分の含有量が少なく、高い溶融流動性を有するプロピレンの単独重合体またはランダム共重合体の製造方法。
【解決手段】プロピレンと一種または複数のコモノマーとを、少なくとも一つのチタン-ハロゲン結合を有するチタン化合物と内部電子供与体としてのジエーテル化合物とから成り、これら両方が活性型でハロゲン化マグネシウム上に支持されているチーグラー‐ナッタ触媒と、有機アルミニウム化合物と、任意成分の外部電子供与体の存在下で重合させる。
(もっと読む)
スタンディングパウチおよびその製造方法
【課題】スタンディングパウチの自立性、保形性、安定性を向上するスタンディングパウチ及びその製造方法を提供する。
【解決手段】一対の側面フィルム2、2とその下部に挟み込まれた底面フィルム3とが熱シールされてなる袋本体1を有するスタンディングパウチ10において、樹脂の射出成形により形成された柱状の補強部材11を、袋本体1のサイドシール部4に沿って、少なくともシール部4の端面4aを覆うように接合し、かつ補強部材11の上端面11bが袋本体1の上辺1bより下方に位置すると共に、補強部材11の下端面11aが袋本体1の下辺1aより上方に位置するようにする。サイドシール部4の下部に切欠5aを設け、補強部材11の下端面11aを切欠5a内に突出させることが好ましい。
(もっと読む)
1 - 9 / 9
[ Back to top ]