
Fターム[4F206JP13]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 検知、検出、測定、識別 (1,237) | 検出値の処理、演算 (469)
Fターム[4F206JP13]に分類される特許
461 - 469 / 469
改善型温度制御
複数の温度制御区域を含むプラントの温度を制御する方法及び装置が開示されている。測定された温度を表す信号が入手可能な第1の区域に対する有効制御パラメータが、測定された温度と所望の温度とその第1の温度制御区域におけるデバイス影響温度に関連する制御パラメータとに従って得られ、この有効制御パラメータは、第1の温度制御区域の有効制御パラメータに対する第2の温度制御区域の有効制御パラメータの比例的なオフセットを表すオフセット値と加算され、その結果が、第2の温度制御区域における温度に影響するデバイスを制御するために適用される。好ましくは、オフセット値は、固定量と可変量とを含む。可変量は、第1及び第2の温度制御区域の温度制御特性の動的な差異に対応する。  (もっと読む)
(もっと読む)
成形システムにおいて活性材料素子を利用するための制御システム
第1の面及び第2の面を有する射出成形機を制御する方法及び装置は、第1の面と第2の面との間に配置されるように構成される圧電セラミックセンサを備える。圧電セラミックセンサは、第1の面と第2の面との間の力を感知するとともに、対応する感知信号を生成するように構成される。配線構造が圧電セラミックセンサに結合され、感知信号を伝達するように構成される。好ましくは、圧電セラミックアクチュエータも第1の面と第2の面との間に配置され、感知信号に従って第1の面と第2の面との間に拡張力を提供するように構成される。 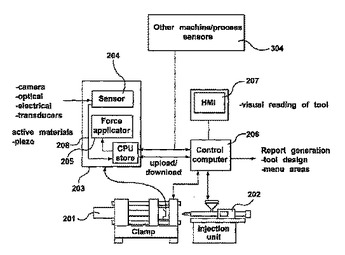 (もっと読む)
(もっと読む)
連続可塑化用の射出成形方法及び装置
往復(RS)射出ユニット環境では、図1に示すように、射出ユニットのコントローラが、従来の可塑化動作及びショット射出の両方の間にスクリュを連続回転させるようになっている。このように、RSユニットはより効率的であり、より少ないエネルギーを利用して、より多くの樹脂出力を生み出す。射出ユニットは、ノズルに隣接して逆止弁を含み、この逆止弁は、スクリュとともに回転して摩耗を低減するように構成されるか、又は逆止め玉式の逆止弁として設けられる。射出成形環境では、回転スクリュは、隣接するフライト間の空間で樹脂の粒状物を溶融及び混合させるフライトを含むが、フライトは、フライトの周りで樹脂が変位しすぎるのを実質的に阻止するようになっている。  (もっと読む)
(もっと読む)
射出成形機の制御装置
金型10の開放から閉成に至るまでの工程における、閉成指令信号に同期して、多数の時点のモータ3に流れる電流値X(t)を記憶するメモリ29rと、メモリ29rから読み出した電流値X(t)に対応する時点毎の平均値Mx(t)、分散値Vx(t)を求める平均・分散算出手段と、(A−1)回までの任意の回数における前記平均値Mx(t)、分散値Vx(t)を用いて次式のようにして前記時点毎の電流閾値Xf(t)を求める閾値算出手段と、Xf(t)=Mx(t)+N・{Vx(t)}1/2ここで、Nは、定数で≧3時点毎における電流閾値Xf(t)と電流値X(t)とを比較することにより電流値X(t)が電流閾値Xf(t)を予め定められた回数mを、超えることにより異常と判断する異物判定部29と、を備えたものである。  (もっと読む)
(もっと読む)
バルブゲートアセンブリ

モールド内への溶融材料の流れを調整するためのバルブゲートアセンブリ。該バルブゲートアセンブリは全閉位置と全開位置との間で移動することができる可動バルブを含む。該バルブゲートアセンブリは更に、バルブと協働して該バルブを前記全閉位置と前記全開位置との間で無制限に位置決めするアクチュエーティングシステムを含む。 (もっと読む)
射出成形機及び射出成形方法
射出特性が低下するのを防止することができ、成形品の品質を向上させることができる射出成形機及び射出成形方法を提供することを目的とする。シリンダ部材と、該シリンダ部材内において進退自在に配設された射出部材と、前記シリンダ部材の外周に配設された複数のヒータと、前記シリンダ部材の軸方向における複数の箇所に配設され、シリンダ部材の温度を検出する温度検出部と、前記シリンダ部材の各位置における最適な温度範囲を表す目標温度分布範囲が記録された記録装置(31)と、前記温度検出部によって検出された温度が目標温度分布範囲に収まるように前記各ヒータの設定温度を調整する制御部とを有する。この場合、検出された温度が目標温度分布範囲に収まるように各ヒータの設定温度が調整されるので、シリンダ部材内の成形材料を最適な状態にすることができる。 (もっと読む)
射出成形機及び射出成形機の温度制御方法
射出成形機において、ヒータが設けられた加熱シリンダの複数の位置に温度を検出する複数の温度センサを設ける。制御装置は、温度センサから出力される温度検出値を選択的に用いてヒータへの入力を制御する。したがって、加熱シリンダの温度分布を高精度で設定変更することができる。 (もっと読む)
射出成形機における射出圧力の測定方法

【課題】 射出成形機において、射出の際の加熱バレル内の溶融樹脂の圧力を、スクリュの後方に取り付けられたロードセルを用いて精度良く測定することができる方法を提供する。
【解決手段】 加熱バレル1内でスクリュ2を前進させて金型内に溶融樹脂を射出する際、スクリュ2に作用する軸方向の反力を、スクリュ2の後方に取り付けられたロードセル11を用いて検出する。これとともに、スクリュ2の速度を測定し、その速度を時間について微分してスクリュ2の加速度を算出する。算出された加速度の値に、スクリュ2及び中間プレート6などのロードセル11の前方に接続された可動部材の質量を乗じ、その慣性力を算出する。算出された慣性力を用いて、ロードセル11で検出された上記反力を補正することにより、加熱バレル1内の溶融樹脂の圧力を算出する。
(もっと読む)
型締装置
【課題】 可動プラテンがストッパの先端に当接する際の衝撃が小さく、繰り返しの使用によっても、ストッパや可動プラテンが折損することがない型締装置を提供する。
【解決手段】 可動金型52の型開き量を検出する型開き量検出センサ21と、型開き量検出センサ21の検出結果に基づいて可動金型52がストッパ17に当接する際の可動金型52の速度を駆動源16を操作することによって制御する型開き制御回路30とを有している。
(もっと読む)
461 - 469 / 469
[ Back to top ]