
Fターム[4F206JW16]の内容
プラスチック等の射出成形 (77,100) | 成形品の後処理、後加工 (1,033) | 熱処理 (150) | 温度調整 (8)
Fターム[4F206JW16]に分類される特許
1 - 8 / 8
薄膜を有する成形品の製造方法および製造装置

【課題】射出成形機と成膜装置のそれぞれを高い稼働率で稼動させて、高均質の薄膜を有する成形品を安価に製造する製造方法を提供する。
【解決手段】射出成形機(4)で成形した成形品(1)を第1の搬送装置(14)によってテンポラリーステージ(12)に搬送する。射出成形工程を繰り返してテンポラリーステージ(12)では射出成形工程の複数回に相当する成形品(1)をプールする。第2の搬送装置(15)はテンポラリーステージ(12)上にプールされている全成形品(1)を一括で成膜装置(5)に搬送する。成膜装置(5)において成形品(1)を成膜し、第3の搬送装置(16)によって成形品(1)を外部に搬送する。成膜工程の実施中に、引き続き射出成形工程を実施する。
(もっと読む)
架橋された射出成形品の作製方法
A.1.シラン官能化ポリエチレン、2.湿気供給源、例えば湿気を含有する充填剤(湿気供給源は、アルコールを除く)、および3.縮合触媒を含む湿気硬化性組成物を形成するステップと、B.組成物を金型内に射出するステップと、C.1.湿気供給源から湿気を放出し、2.組成物を部分的に硬化するのに十分な条件に組成物を曝すステップと、D.部分的に硬化した組成物を金型から取り出すステップと、E.金型の外で組成物の硬化を継続するステップとを含む、プラスチック物品を作製するための射出成形方法。この方法は、ワイヤーおよびケーブルのエラストマーコネクタなどの厚肉部品の製造に特に適している。 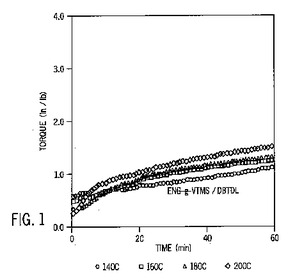 (もっと読む)
(もっと読む)
真空成膜方法およびその装置

【課題】成形機から取り出された被成膜製品の水分吸蔵を抑制して真空引きに消費するエネルギを低減できる省エネルギ化を、成形機の外で実現できるようにして、既設成形機の利用を可能にした真空成膜装置を提供する。
【解決手段】成形機11の傍に隣接して真空成膜装置本体12を設置し、成形機11と真空成膜装置本体12との間に移載装置13を設置する。移載装置13は、被成膜製品Wを保持する被成膜製品保持部25の両側に被成膜製品保温装置26を設け、移載中の被成膜製品Wに温風を吹き付けて成型直後の高温被成膜製品Wを保温および乾燥する。さらに、この移載装置13のX方向ガイドレール21に、成形機11からの脱型時の被成膜製品Wに帯電した静電気を除去する静電気除去装置27を設ける。
(もっと読む)
樹脂成形体の製造方法と成形用インサート入れ子
【課題】簡単でかつ工程を増やすことなくソリの発生を抑制でき、しかも複雑な形状の樹脂成形体の変形も防止することができる樹脂成形体の製造方法を提供する。
【解決手段】成形金型のキャビティー内に樹脂成形体とともに取り外し可能に配置されるインサート入れ子をキャビティー内に配置して樹脂を注入し、前記成形金型を開いた後、前記キャビティー形状の一部を構成するインサート入れ子によって前記樹脂成形体の形状を維持しながら冷却することを含む樹脂成形体の製造方法。
(もっと読む)
ポリ乳酸射出成型品の耐熱性改良法及びそれによって得られる成型品
【課題】再現性のよいポリ乳酸射出成型品の耐熱性改良法及び耐熱性の改良されたポリ乳酸射出成型品を提供する。
【解決手段】ポリ乳酸を通常結晶形成温度以下の温度で射出成型して得られたポリ乳酸射出成型物に局所的に加熱して、成型物の局所範囲を140℃以上160℃以下の温度にすることを特徴とするポリ乳酸射出成型品の耐熱性改良法、またポリ乳酸を溶融状態から通常結晶の形成温度以下の金型温度で成型中の成型物に局所的に加熱し、成型物の局所範囲を120℃以上140℃以下の温度にしてポリ乳酸射出成型品を得ることを特徴とするポリ乳酸射出成型品の耐熱性改良法、および前記の耐熱性改良法によって得られる耐熱性の改良されたポリ乳酸射出成型品1。
(もっと読む)
2成分射出成形法でスロットルバルブユニットを製造するための方法
本発明は、ハウジング部分(10,13,53)と、該ハウジング部分(10,13,53)に対して相対的に運動可能なバルブ部分(17,18,23)とを有するスロットルバルブユニットを製造するための方法に関する。以下の方法ステップが実施される:
まず、第1のキャビティ内で第1のプラスチック材料からハウジング部分(10,13,53)の射出成形が行われる。得られた、ハウジング部分(10,13,53)の前射出成形体(41)は、第1のキャビティとは空間的に分離された第2のキャビティ(42)内へ移送される。第2のキャビティでは、ハウジング部分(10,13,53)の前射出成形体(41)の内部で第2のプラスチック材料(57)から運動可能なバルブ部分(17,18,23)の射出成形が行われる。第2のキャビティ(42)内への前射出成形体(41)の移送の前に、収縮特性に影響を与え、ひいては前射出成形体(41)とバルブ部分(17,18,23)との間のギャップジオメトリを意図的に調整するために前射出成形体(41)の中間処理が行われる。  (もっと読む)
(もっと読む)
シリコーンゴム製品を製造する方法、及びその方法によって得られる製品
本発明は、シリコーンゴム製品を製造する方法に関する。同方法は、i)射出成形を用いたシリコーンゴム製品の成形、及びii)射出成形品の冷却、の段階を含み、ここで冷却は、射出成形品を反応装置中に挿入すること、及び10バール(10×105Pa)と50バール(50×105Pa)との間の圧力で二酸化炭素含有溶媒を用いて、射出成形品に抽出処理を施すことを含み、ここで、その製品は抽出段階において60℃より低い初期温度を有し、抽出時間の少なくとも一部分において、その製品は二酸化炭素が液状であるように25℃より低い温度及び圧力を有する。反応装置は、冷却の間、回転させることが好ましい。同方法は、低温及び低圧条件下においてシリコーン製品の高効率的かつ迅速な冷却方法を提供する。 (もっと読む)
射出成形装置及び射出成形方法
【課題】 離型直後における外部の気体流動を遮断することによって、成形品を均一に冷却することができ、ひけや残留応力,変形のない高い形状精度の成形品を量産することが可能な射出成形装置を提供する。
【解決手段】 一対の固定側及び可動側プラテン2,3間に配設した可動側及び固定側の金型4,5を包囲することにより、該金型4,5を周囲の雰囲気から遮断する大小寸法の異なる一対の遮断壁10,20を備え、一方の遮断壁10の底壁部11aに金型4,5から離型した成形品を徐冷するための載置部13を設けるとともに、他方の遮断壁20の底壁部21aに金型4,5を型閉めしたときに閉鎖し、型開きしたときに開口する成形品の取出口23を設けた構成としてある。
(もっと読む)
1 - 8 / 8
[ Back to top ]