
Fターム[4F207AG11]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 管状体(←配管パイプ) (362) | 有節管 (8)
Fターム[4F207AG11]に分類される特許
1 - 8 / 8
樹脂被覆装置及び樹脂被覆方法
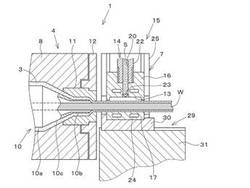
【課題】樹脂被覆装置において、外観による識別が可能な樹脂被覆線材を低い製造コスト製造する。
【解決手段】本発明の樹脂被覆装置1は、走行する金属線材Wの全周囲に第1の樹脂3を長手方向に沿って連続的に被覆する被覆手段4と、被覆手段4で形成された樹脂被覆線材の周囲の一部に対して第2の樹脂5を長手方向に沿って断続的に被覆することで樹脂突起6を形成する突起形成手段7と、を備えていて、突起形成手段7は、樹脂突起6を形成する凹部13を備えると共に、樹脂被覆線材の全周囲を覆う閉状態とこの周表面から離間した開状態とで繰り返し開閉可能な金型と、金型を金属線材Wと同じ速度で同方向に移動させる同期状態となる金型移動部29と、金型移動部29が同期状態で且つ金型が閉状態にある際に、第1の樹脂3の被覆層の表面に対向する凹部13の内部に溶融状態の第2の樹脂5を供給する樹脂供給部14と、を有している。
(もっと読む)
合成樹脂製擬竹及びその生産方法

【課題】 断面円形にして長手方向所定間隔に竹節状微小隆起部を配置して擬竹としての剛性と胴縁への長手方向両端部に対する釘打ちによって割れやクラックの発生がなく且つ合成樹脂使用量を適正化した擬竹を提供する。
【解決手段】 熱可塑性合成樹脂製擬竹Aにあって、その単位長さ当りの標準重量を、擬竹Aの外径寸法との対比で、この外径寸法をミリメートル単位で表示したとき、その数値に対して4.4±0.5倍のグラム単位の数値による重量とし、合成樹脂使用量を該重量に設定して押出成形を行うようにする。外径寸法に応じて該倍率を順次漸増し又は段階的に増加することによって、擬竹Aの剛性と耐衝撃性を確保して、釘打ちによる割れやクラックを可及的確実に防止し且つ合成樹脂使用量を適正化した高品質の擬竹Aとすることができる。
(もっと読む)
樹脂製燃料タンク用燃料ホースおよびその製法
【課題】ジョイントを介することなく、樹脂製燃料タンクに直接溶着することができる樹脂製燃料タンク用燃料ホースおよびその製法を提供する。
【解決手段】ポリアミド6と変性HDPEとHDPEとを主成分するアロイ材料からなるバリア層1の内周面および外周面に、HDPEからなる溶着層2が形成された3層構造を有し、その一端開口部が、拡径部に形成されているとともに肉厚部に形成されている。その拡径部(肉厚部)は、押出成形において、金型の型面の拡径部分にホース基体を押し出す際に、金型の移動速度を低下させることにより、形成することができる。
(もっと読む)
蛇腹チューブ構造
【課題】チューブに対して保護用のプロテクタを装着しなくても、該チューブがその径方向に潰れ変形した際に、その内部に残存空間を確保できるようにすることを目的とする。
【解決手段】蛇腹部10Aを有するチューブ10の外周において、該チューブ10の径方向外側に一体的に突出形成されたリブ12(変形抑制部)を有しているので、チューブ10がその径方向に潰れ変形した際に、その変形量を抑制することが可能である。ここで、リブ12の突出位置での、該リブ12のチューブ10に対する接線方向の厚さが、該チューブ10の肉厚の2倍よりも大きく設定されているので、該リブ12の厚さまでチューブ10がその径方向に潰れ変形しても、該チューブ10の内部には、残存空間が確保される。
(もっと読む)
PETボトルリサイクル擬竹の生産方法及びこれを用いた擬竹
【課題】 ペットボトルの再生PET樹脂を用いて押出成形と真空成形を施した節付き擬竹を提供する。
【解決手段】 ペットボトルの粉砕物に高密度ポリエチレンと増粘剤とを併用してリペレットした再生PET樹脂を用いて中空パイプ状又は半円状の押出材を押出成形し,その直後に一連の連続工程として真空成形によって該押出材に節付け成形を行ってPETボトルリサイクルの節2付き擬竹1を生産する。押出成形時のドローダウン現象を防止した節付け成形を可能とする一方,アイゾット法による耐衝撃試験において9.0kJ/m2〜9.5kJ/m2又はそれ以上の耐衝撃性を得られて,従来のABS系樹脂の擬竹を釘打ちすることによって生じるクラックの発生を解消した擬竹1とすることができる。
(もっと読む)
断面が変化しているチューブの製造装置及び方法
その長さの主要な部分にわたって円形の断面を有し、その両端の中間が扁平なオーバル形状の断面を有するチューブを製造するための装置である。この装置は、チューブが押出される押出ダイを有する押出ヘッドを含む。対向するピンチング要素を含むピンチング装置が押出ヘッドに配置され、共に選択的に移動可能でチューブを押しこれを挟んでチューブのオーバル形状の断面を製作する。またローラは離れるように選択的に移動可能で、チューブを挟まずにチューブが円形に押出されるようにでき、それによって扁平なオーバル形状の中間部分を有する円形のチューブが製造される。  (もっと読む)
(もっと読む)
疑似竹の製造方法及び製造装置
【課題】疑似竹の外径サイズごとに大掛かりな金型を用意する必要がなく、従来の疑似竹に比べ、より一層リアリティを醸した疑似竹を得ることができるようにする。
【解決手段】押出成形機4から管状成形体101を押し出し成形し、この管状成形体101に対してその一方側面から成形ロール21を押圧させると共にこの反対側面からバックアップロール23を当接して管状成形体101の外面に成形ロール痕による長手方向に沿った筋状窪み103を付与させる。
(もっと読む)
ソケット付き二重壁管を連続的に製造する方法と、二重壁管と、その方法を実施し、その二重壁管を製造するための装置
二重壁管(10)は、内側管(39’)と外側管(37’)を備えて成る。外側管(37’)は、凸部(38)と溝(40)とを有して、波型をつけられる。二重壁管(10)は、さらに、ソケット(41)を設けられる。二重壁管の方を向く移行部(61)とソケット(41)とにおいて、少なくとも一つのオーバーフロー経路(59)が設備され、当該経路は、移行部(61)と隣接する凸部(38)との付近で、外側管(37’)と内側管(39’)との間の間隔と相互に接続される。 (もっと読む)
1 - 8 / 8
[ Back to top ]