
Fターム[4F207AP12]の内容
プラスチック等の押出成形 (29,461) | 検出量又は監視量 (342) | 形状(←表面粗さ、光沢等) (10)
Fターム[4F207AP12]に分類される特許
1 - 10 / 10
アクリル系樹脂フィルム及びこれを用いた偏光板並びにアクリル系樹脂フィルムの製造方法
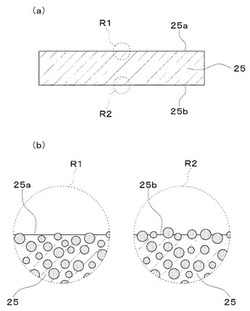
【課題】偏光フィルムとの接着力が高く、機能性層を形成する場合に凹凸に起因する問題が生じにくいアクリル系樹脂フィルム及び偏光板並びにアクリル系樹脂フィルムの製造方法を提供する。
【解決手段】アクリル系樹脂にゴム弾性体粒子が配合されたアクリル系樹脂組成物からなるシート状のアクリル系樹脂フィルム25であって、シート状のうち一方の面は滑面25aであり、この滑面25aと反対側の面は粗面25bである。粗面25b側は、フィルム表面から突出するゴム弾性体粒子の表面積が滑面25aよりも大きいため、凹凸に起因するアンカー効果により偏光フィルム21との接着強度が高くなる。一方で滑面25a側は、フィルム表面から突出するゴム弾性体粒子の表面積が滑面25aよりも小さいため、凹凸が少なく、このため機能性層26を形成する際に凹凸形状に起因する問題が生じにくい。
(もっと読む)
ポリフェニレンスルフィド樹脂押出成形品
【課題】耐熱性、耐薬品性、耐摩耗性、電気絶縁性に優れるというポリフェニレンスルフィド樹脂本来の特性を損なうことなく、表面外観に優れたポリフェニレンスルフィド樹脂押出成形品を提供する。
【解決手段】メルトフローレート(ASTM D−1238−70に従い、温度315.5℃、荷重5000gにて測定)が30g/10分以下、220℃での結晶化時間が3.0分以上であるポリフェニレンスルフィド樹脂を主成分としたポリフェニレンスルフィド樹脂押出成形品を得る。
(もっと読む)
データ解析装置、それを用いた製造装置、データ解析方法、そのコンピュータ・プログラムおよびそのプログラムを記録した記録媒体

【課題】早期に製品の最終特性を安定化させることができ、不良品の製造を未然に防止することが可能なデータ解析装置を提供すること。
【解決手段】第1要因分析部22は、第1マハラノビス距離計算部21によって計算されたマハラノビスの距離MD1の増加要因となる評価特性データを要因分析によって特定する。第2要因分析部24は、第2マハラノビス計算部23によって計算されたマハラノビスの距離MD2の増加要因となる製造パラメータデータを要因分析によって特定する。そして、製造パラメータ項目調整部25は、第2マハラノビス計算部23によって計算されたマハラノビスの距離MD2が減少するように、第2要因分析部24によって特定された製造パラメータ項目を調整する。したがって、早期に製品の最終特性を安定化させることができ、不良品の製造を未然に防止することが可能となる。
(もっと読む)
表面に凹凸形状を有する光学シートの製造方法
【課題】光学シートの品質管理を高精度に行うことができると共に、生産性にも優れた、表面に凹凸形状を有する光学シートの製造方法を提供する。
【解決手段】この発明の光学シート2の製造方法は、押出機から熱可塑性樹脂を押し出して樹脂シート1を得る押出工程と、成形面に凹凸形状部30a及び平坦部30bが設けられた成形ロール12を、樹脂シート1の少なくとも片面に圧接せしめることによって、表面に凹凸形状面及び平坦面が形成された光学シート2を得る表面成形工程とを包含することを特徴とする。得られた光学シート2の平坦面部分を切り取り、該平坦面部分の光学特性を測定し、得られた測定値をフィードバックして製造条件を調整することによって、光学シート2の品質管理を高精度に行うことができる。
(もっと読む)
凸形状が賦形されたポリカーボネート樹脂シートを製造する方法および該方法から製造された樹脂シート
【課題】微細な凸形状が賦形されたポリカーボネート樹脂シートを、賦形押出法により安定して製造する。
【解決手段】溶融されたポリカーボネート樹脂材料(A成分)を、表面に微細な凹形状が形成された賦形ロールと、賦形ロールに対向した冷却ロールとの間で狭持して、凸形状が賦形されたポリカーボネート樹脂シートを製造する方法において、(I)該シートの厚みが0.8〜3mm、凸形状の高さが20〜300μm、並びに該高さをH(μm)および該凸形状の幅をD(μm)としたときH/Dが0.3〜1の範囲にあるシートを製造するにあたり、(II)該A成分として、キャピラリーレオメーターにより280℃で測定される、剪断速度6.08秒−1での溶融粘度η1、および剪断速度60.8秒−1での溶融粘度η2が、下記式(1)を満足するポリカーボネート樹脂材料を使用することを特徴とする製造方法。0.03<log(η1/η2)<0.5(1)
(もっと読む)
情報記録媒体及びその製造方法
【課題】ドローダウン性、ネックイン性、フィッシュアイ性、表面平滑性等の情報記録媒体として必要な各種条件を十分に満足した得ることができる。
【解決手段】情報記録媒体の押出ラミネート製造において、ポリエチレン樹脂として、メルトフローレート(MFR:190℃、2.16kg)が50〜150g/10分であると共に、MFRと流入圧力損失比(Re)とが下記の関係式(1)を満たし、且つ0.05mm厚みのフィルムで測定した際に0.2mm以上のフィッシュアイの個数が0.1m2あたり12個以下である樹脂特性のものを用いて、ダイ14から押し出されてフィルム12に成形されるポリエチレン樹脂の成形温度が250℃以上、310℃以下として、
フィルム表面におけるクレータ状の細孔の数が100個/cm2未満を満足する。
(もっと読む)
材料処理プラント
【課題】熱伸長及び熱膨張に起因するプラントへのダメージを防止するための手段で、一般的なタイプのプラントを開発する。
【解決手段】材料処理プラントは、第一スクリュー型機械(1)と第二スクリュー型機械(2)とから成る。スクリュー型機械(1、2)は、互いに配管エルボ(27)を用いて接続される。伸長補償機器(43)が第一スクリュー型機械(1)と配管エルボ(27)との間に配置される。第二スクリュー型機械(2)の熱膨張のための膨張補償機器(47)が配管エルボ(27)の上流側に配置される第一スクリュー型機械(1)の最後の支柱(34)内部に配置される。
(もっと読む)
接着フィルムの製造方法
【課題】本発明は、多層フィルムの高耐熱性ポリイミドと熱可塑性ポリイミド間の密着性を確保したまま、自己支持性膜を支持体から容易に剥離できる多層フィルムの製造方法を提供することを目的とする。
【解決手段】 少なくとも2種以上のポリイミド層を有する多層フィルムの製造方法であって、ポリイミド樹脂の前駆体を含む溶液・ポリイミド樹脂を含む溶液から選択される少なくとも2種以上の溶液を共押出によって支持体上に流延して2層以上の複数層を形成する工程を含み、前記共押出に用いる溶液の少なくとも1つの溶液には化学脱水剤及び触媒を含有し、化学脱水剤及び触媒を特定量用い、かつ、該支持体は表面粗さRaが0.002〜1μmの範囲であることを特徴とする、多層フィルムの製造方法によって上記課題を解決しうる。
(もっと読む)
無延伸フィルムの製造方法、樹脂被覆金属板の製造方法、および無延伸フィルムの製造装置
【課題】 少量多品種で生産する熱可塑性樹脂からなる無延伸フィルムの製造方法、熱可塑性樹脂被覆金属板の製造方法、および熱可塑性樹脂からなる無延伸フィルムの製造装置の提供。
【解決手段】 熱可塑性樹脂Aと熱可塑性樹脂A以外の別の熱可塑性樹脂Bを別個に加熱溶融して押出用Tダイの両端部に導き、加熱溶融した熱可塑性樹脂Aの両側に熱可塑性樹脂Bが並存するように吐出してキャスティングロール上に押し出し、熱可塑性樹脂Aの両側に熱可塑性樹脂Bが並存してなる無延伸フィルムに製膜する方法において、熱可塑性樹脂Aを供給する管の下部の両側に穿設した孔B3a(B3b)の断面形状を、長軸が加熱溶融樹脂の流れ方向と平行方向で短軸が加熱溶融樹脂の流れ方向と直角方向である楕円形状の上側の約半分が閉塞され、かつ閉塞部B4に突起B5を設けた形状とすることにより、熱可塑性樹脂Aと熱可塑性樹脂Bとの境界部に凹凸スジを生じさせる。
(もっと読む)
帯電部材用被覆チューブ製造装置、帯電部材、電子写真装置用カートリッジ及び電子写真装置
【課題】 弾性体層に被覆するシームレスチューブ長手形状を真直に近いものとし、更には外径むらを抑制した帯電部材、またその製造過程での切断機構によって発生する振動を抑えた帯電部材用被覆チューブ製造装置を提供すること。
【解決手段】 重力方向にチューブを押出しする機構、空冷機構、水冷サイジング機構、チューブ引き取り機構、チューブ切断機構を有する、芯金上の弾性体にシームレスチューブを被覆する帯電部材用被覆チューブ製造装置において、
該水冷サイジング機構以降に、1つ以上の該チューブと接触する接触型切断振動抑え機構を有することにより、該被覆チューブの真直度が1mm以下、かつ長手方向の5箇所以上の外径測定位置での周方向3箇所以上の外径平均値の最大値と最小値の差異Δが、全外径測定値の平均値Daとの100分率値(Δ/Da×100)で0.2%以下とした帯電部材用被覆チューブ製造装置、これにより得られる帯電部材。
(もっと読む)
1 - 10 / 10
[ Back to top ]