
Fターム[4F207KL78]の内容
プラスチック等の押出成形 (29,461) | 押出成形の細部 (2,289) | 押出ダイ (1,317) | ダイの細部(←リップ部の構造) (1,027) | 押出口部 (357) | 形状変更、調節可能なもの (126) | 押し圧ピンによるもの (17)
Fターム[4F207KL78]の下位に属するFターム
膨張収縮性ピン (7)
Fターム[4F207KL78]に分類される特許
1 - 10 / 10
多層押出成形装置
【課題】フィードブロック方式の多層押出成形装置として、樹脂同士の流動特性の差や層同士の厚み差が大きい共押出しに適用した場合でも、各層の幅方向の厚みが均一な多層フィルムが得られるものを提供する。
【解決手段】フィードブロック2Aは、単層Tダイの押出流路に直線的に連通する偏平な主流路21の複数箇所に、同幅の偏平な副流路22…が斜めに合流する合流部C1〜C3を有する。1段目の合流部C1は、主流路21に対して副流路22側から出退して流路断面積を厚み方向に拡縮する主流路チョークバー3と、副流路22に対して出退動作して流路断面積を厚み方向に拡縮する副流路チョークバー4とを備え、両チョークバー3,4が幅方向に3以上に分割構成されている。2段目以降の合流部C2,C3は、副流路22に対して出退して流路断面積を厚み方向に拡縮する、幅方向に3以上に分割構成された副流路チョークバー5を備える。
(もっと読む)
フィルム成形用ダイ

【課題】フィルム成形用ダイにおいて、リップの上流側における溶融樹脂の流路の部分的なクリアランス調整を精度良く行なえるようにする。
【解決手段】リップ17の上流側に第二調整リング13を配設すると共に、該第二調整リング13を、筒状流路16に臨むリング部13aと、該リング部13aの背面側に設けられ、第二調整ボルト21が螺合される複数のボス部13bと、ボス部13aをリング部13aに連結する肉薄部13cとを備えて構成し、調整ボルト21の軸回り方向の回転に伴い調整ボルト21の内側に位置する部分のリング部13aが進退移動することで筒状流路16のクリアランスを部分的に調整する構成にした。
(もっと読む)
押出成形用フラットダイ
【課題】リップたわみ調整機構とリップ変位付与機構との両方を備え、かつ口開きを抑制できる押出成形用フラットダイを提供する。
【解決手段】本発明の押出成形用フラットダイ1は、溶融材料を通過させてシート状に成形するためのスリット口2を形成するように対向して配置された一対のリップ部3を備えた一対のダイ本体7と、一対のリップ部3のうちの一方のリップ部3aにスリット口2の長手方向に並んで配置され、スリット口2の長手方向における一方のリップ部3aの一部の、スリット口2の短手方向におけるたわみを調整するための複数のリップたわみ調整機構4と、を備える。リップたわみ調整機構4の全てを保持して、一対のリップ部3のうちの他方のリップ部3bに対してシート状に成形された溶融材料と交わる第1の方向x1に移動することが可能なリテーナ13と、リテーナ13を第1の方向x1に移動させるリテーナ移動機構14と、を備える。
(もっと読む)
フィルムへのマーキング方法およびマーキング装置
【課題】フィルムの幅方向に存在する各膜厚計測位置と、ダイの幅方向に存在する各膜厚調整位置との対応関係の把握を簡便にかつ正確に行えるとともに、フィルムへの傷を最小限にし、フィルムの破断を防止できるマーキングを実現する。
【解決手段】マーキング装置は、フィルム製造装置のダイ3のリップに形成されたスリットから出たフィルム4へ気体を流出してマーキングを行うマーキングノズル11と、マーキングノズル11を保持し特定のヒートボルト30の位置に固定する固定治具12と、を備える。
(もっと読む)
医療用チューブを成形するための押出成形用金型および押出成形方法
【課題】 樹脂からなる成形用材料を用いて複雑な形状の医療用チューブの成形が行える医療用チューブを成形するための押出成形用金型および押出成形方法を提供すること。
【解決手段】 隔壁部12を挟んで流路13a等が形成された医療用チューブ10を成形する押出成形用金型20を、凹部25b,27a,28aが形成された外形成形金型と、ランド部23を備えたピン22とで構成した。また、外形成形金型とピン22との間に形成される空間を、成形用材料を先細り円筒状に形成する後部側成形空間部と、医療用チューブ10を形成できる断面形状を備えた先端側成形空間部とで構成した。そして、先端側成形空間部の断面形状のうち、先端部の断面形状を医療用チューブ10の断面形状と同じにし、後部側部分の断面形状をランド部23における流路13a等を形成する部分のうちの流路13a,13cを形成する部分を除いた形状にした。
(もっと読む)
片持梁状の金型リップ部調整システムを備えた押出金型
熱可塑性樹脂材料の押出し材を製造するための押出し金型に関する。 押出金型は、熱可塑性樹脂の溶融流が押出されるスロットを設けた金型出口であって、第1の金型リップ部と第2の金型リップ部を備えるスロットを設けた金型出口と、第1の金型リップ部から垂直に伸びた複数の片持ち梁状の調整部材とを備えており、複数の片持ち梁状の調整部材の各々は外部駆動手段を備えている。熱可塑性樹脂材料の押出し材を製造するための方法についても開示されている。 (もっと読む)
ウエブ形状又は帯板形状の熱可塑性プラスチックプレフォームの押出機及び係るプレフォームの押出方法
熱可塑性プラスチック材料からウエブ形状又は帯板形状のプレフォームを押し出すための押出ダイヘッドを有し、押出ダイヘッドの溶融プラスチック出口が押出方向と直交する方向に開き量を調整可能な直線状に延在するスロット開口形のダイギャップとして形成されている形式の押出機。プレフォームの押出方向と直交する面内でダイギャップ(6)がその幅方向に沿った少なくとも一方の側でダイギャップの開きの方向に位置調整可能な複数のセグメント(9)に直接境を接しており、各セグメントの位置調整によりダイギャップ(6)の出口開口の開き量をダイギャップ幅方向で階段状又は段差状に可変調整できるようにしてある。  (もっと読む)
(もっと読む)
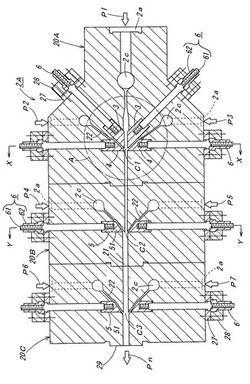
膜厚調整機構を備えた多層共押出ダイ、及び多層フィルムの製造方法
【課題】 多層フィルムの製膜において、各層の膜厚分布を制御することが可能な多層共押出ダイ、および多層フィルムの製造方法を提供する。
【解決手段】 多層共押出ダイを構成するプレートの勘合部に弾性体を挟み込み、前記プレートにかかる圧力を調整する機構を備えた構造とすることにより、弾性体を変形させ流路構造を変化させることができる多層共押出ダイ。更に前記の多層共押出ダイを用い、前記圧力を調整することにより、各層の膜厚を調整する多層フィルムの製造方法。
(もっと読む)
押出成形機とこれを用いた押出成形方法およびこれによって得られた光通信用フェルール
【課題】押出成形体を製造する際に、同心度が数ミクロンオーダーの寸法精度の高い筒状成形体を得る。
【解決手段】混練物を流通させるシリンダと、シリンダ内の混練物を押出す押圧部12と、シリンダの先端に取り付けられ、内部に混練物を通過させることにより外形を成形するダイス13aと内形を成形するコアピン13bとから成る金型13を有し、筒状成形体を得るための押出成形機であって、上記金型13の取り付け位置を押出方向に対して垂直な基準面上で位置を調整する金型位置調整機構15を有する。
(もっと読む)
少なくとも1つの可撓性リップ部材を有する押出成形ノズル
調整可能な材料の流路断面を有する空隙部(S)を通して押出す少なくとも1つの可撓性リップ部材(1、2)を有する押出成形ノズルであって、複数の共動するレバー(8)によって、少なくとも1つの可撓性リップ部材(2)が他のリップ部材(1)に対し可動であることを特徴とする。 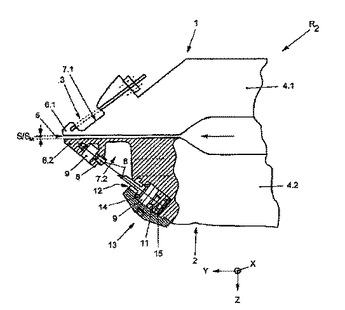 (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]