
Fターム[4F208LA02]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | コールドパリソンブロー成形 (655)
Fターム[4F208LA02]に分類される特許
641 - 655 / 655
射出中空成型法によるボディ部位に摘み部が形成されたPETボトルの製造装置、製造方法及びこれにより製造されたPETボトル
本発明は、射出中空成型法によるボディ部位に摘みが成型されたPETボトルの製造装置、製造方法及びこれにより製造されたPETボトルに関する。
本発明のボディ部位に摘みが成型されたPETボトルの製造装置は、摘み部を押圧することができるようプレフォームを完成形状に比べられる所定比率で吹き込むプレフォームブローモールドと、摘み部の形成のためボトルの両側を押圧するよう内側に摘み形成部が備えられたブローモールドと、摘み形成部により押圧された摘み部の押圧された部分をカッティングするパンチを含むカッティング装置と、前記摘み形成部による摘み部の押圧された部分または前記カッティング装置による摘み部に残留した製品部分を接着する接着装置と、前記プレフォーム及び成型されたPETボトルのネック部を把持して移送する移送装置とを含むことを特徴とする。  (もっと読む)
(もっと読む)
特に食品包装用プラスチック容器の予備成形品
本発明は食品包装用のプラスチック容器を製造するための予備成形品に関し、特に二重継ぎ合せにより金属製の蓋部で気密封止できる吹込成形薄壁容器に関する。予備成形品(1)は本体部(4)と凸状半球底部(6)とを含む。本体部(4)は、厚みを有する縁部(5)において終端する突縁部(3)で囲まれ、円筒状の首部(2)に向かって広がる円錐形状を有する。好ましくは内部本体部表面(4)が円筒状の首部に向かって広がる角度(α)は、外部本体部表面(4)が上方に開く角度(β)より大きく、かつ円筒状の首部(2)の厚み(g2)は、底部(6)の厚み(g3)より薄い。
 (もっと読む)
(もっと読む)
サイクルタイムが短いポリプロピレンの射出−延伸−ブロー成形法
【課題】メタロセン触媒を用いて作られたポリプロピレンの射出−延伸−ブロー成形法での使用。
【解決手段】サイクルタイムが短く、光学特性および剛性に優れている。
(もっと読む)
ハンドル一体型PET容器システム
本発明は、容器を形成するための予成型体に関するものであって、容器が、配向可能な可塑性材料から形成され、容器が、ブロー成型されたときには中空ハンドルを備えるものであり、予成型体が、成型構造を備え、この成型構造が、ネック部分と、このネック部分よりも下方に位置した膨張可能部分と、予成型体の少なくとも第1端部のところにおいて一体的に連結された配向可能な可塑性材料からなる中空ハンドル部分と、を有し、中空ハンドル部分が、容器が形成された際に中空ハンドルを構成するものとされ、中空ハンドル部分の内表面が、膨張可能部分の内表面を対して連続的なものとされている。  (もっと読む)
(もっと読む)
耐剥離性多層容器、プリフォーム、製品および製法
プラスチック容器、プリフォームまたは製品は、少なくとも1層のマトリックス樹脂、少なくとも1層のバリア樹脂ならびにバリア層とマトリックス層との結合を促進するためにバリア樹脂および/またはマトリックス樹脂にブレンドされる付着促進物質を有する多層壁を含む。マトリックス樹脂は好ましくは、エステル含有樹脂、さらに好ましくはPETなどのポリエステルである。接着促進物質には、複数の利用可能な1級、2級または3級アミン基を有するアミンポリマー、好ましくはイミンポリマーが含まれる。アルキレンイミンポリマー、特にポリエチレンイミンポリマーが好ましい。 (もっと読む)
プラスチック部材の調整装置及びプロセス
予備成形品(5)を調整するために多くのホルダ(7)に合うような面を有することを特徴とする冷却タレット(6)から成る、プラスチック予備成形品(5)を調整するための装置及びプロセス。このタレットは、水平軸(X)の周囲を回転し、予備成形品を金型から降ろすアーム(3)の下にある上部分と、予備成形品(5)をタレット(6)から抜き取るためのテーブルの近くにある下部分と、の間を垂直に横切る。タレットの構造は、二つの平行しているバー(18、19)、及びホルダ(7)の基礎部が取り付けられた幾つかの連結プレート(14)、から成る。  (もっと読む)
(もっと読む)
プラスチック部材を熱調整するための装置及び方法
予備成形品を熱調整する方法であり、それは、−予備成形品をチェーンコンベヤ(2)上に置くステップ、−予備成形品を第1熱調整段階(1)の中へ移送し、第1加熱又は冷却熱交換にかけるステップ、−予備成形品を第1熱調整段階から取り除き、予備成形品内部の温度を再分配するために予備成形品を予め決められた時間だけ第1熱調整段階の外部に保持するステップ、−予備成形品を第2熱調整段階(1)又は第1熱調整段階にある少なくとも一つの第2加熱又は冷却熱交換にかけるステップ、から成る本発明に従った、予備成形品を熱調整する方法である。発明はまた、上記方法に従う、予備成形品を加熱又は冷却するための装置にも関する。  (もっと読む)
(もっと読む)
容器ブロー成形方法および装置
本発明による方法および装置は、容器をブロー成形するために用いる。パリソンを熱的にコンディショニングした後、該パリソンをブロー成形型の内部で引伸ばし棒により引伸ばし、ブロー成形圧を作用させることにより容器に成形する。加圧状態にあるガスを、少なくとも2つの異なる流動経路を介して容器内へ導入する。特に、流動経路の1つが開口領域の付近に終端を有し、第2の流動経路が容器底部の付近に終端を有するのが有利である。引伸ばし棒を通じて、加圧状態にあるガスの少なくとも一部を容器内へ導入する。  (もっと読む)
(もっと読む)
容器ブロー成形方法および装置
本発明による方法および装置は、容器をブロー成形するために用いる。パリソンを熱的にコンディショニングした後、該パリソンをブロー成形型の内部で引伸ばし棒により引伸ばし、ブロー成形圧を作用させることにより容器に成形する。加圧状態にあるガスの少なくとも一部分を容器の底部領域のほうへ案内する。特に、流動経路が前記底部領域の付近に終端を有しているのが有利である。引伸ばし棒を通じて、加圧状態にあるガスの少なくとも一部分を容器内へ導入する。  (もっと読む)
(もっと読む)
工作物ブロー成形方法および装置
本発明による方法および装置は、容器をブロー成形するために用いる。パリソンを熱的にコンディショニングした後、該パリソンをブロー成形型の内部で引伸ばし棒により引伸ばし、ブロー成形圧を作用させることにより容器に成形する。加圧状態にあるガスを引伸ばし棒を通じて容器内へ導入させる。圧力室から供給した圧縮ガスを引伸ばし棒の棒内部空間内へ側方から導入する。引伸ばし棒は、ブロー成形型側の引伸ばし棒丸形先端部とブロー成形型とは逆の側の引伸ばし棒端部との間に、引伸ばし棒の棒内部空間に開口して加圧状態のガスを供給する少なくとも1つの貫通穴を有している。  (もっと読む)
(もっと読む)
容器予備成形物の連続生成
吹込成形容器用の予備成形物を生成する方法は、溶融相重合によりポリエステルポリマーを生成するステップ、および予備成形物を圧縮成形する前にポリエステルポリマーを固化することなく、ポリエステルポリマーの予備成形物を圧縮成形するステップを含む。このプロセスは、ポリマーをペレットの形態に固化するステップ、そのペレットを予備成形物製造業者へ発送するステップ、およびついでそのポリマーを再溶融するステップから成る従来の中間ステップを不要にする利点を有する。さらに、予備成形物が溶融相ポリマーから直接生成されるために、そのポリマーは、0.65以下の低い固有粘度数を有することができ、これは低圧、低温用途用の吹込成形容器に特に有用である。 (もっと読む)
容器製造検査及び制御システム

【課題】無数のパラメータうちの1つにより品質が変化するブロー成形プラスチック容器を検査するためのシステム及び方法を提供する。
【解決手段】容器製造機械を制御するためのシステム及び方法は、機械によって製造される容器の平均壁厚を判断するための厚みモニタ(10)を含む。システムは、平均壁厚を使用して機械コントローラを調節し、機械の作動を変更して製造中の容器の品質を調節する。システムはまた、空気圧装置(104)、加熱器(103)、機械的装置、及び温度センサ(108、109)からのフィードバックに応答して機械作動に為される補正を判断する。
(もっと読む)
製造装置
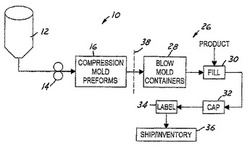
本発明は、可塑化プラスチック材料から成る少なくとも一つの管材が導入される少なくとも一つの第一形式の成形装置(10)を用いて、プラスチック容器をブロー成形し、注入し且つ閉じる各方法を実施する製造装置に関する。本発明によれば、各第一形式の成形装置(10)は、軸線(20)回りで旋回するように空間的に離間された個々のステーション(22、24、26、28)へと導かれ、且つ、少なくとも一つのステーション(24)は容器をブロー成形するのに用いられると共に別のステーション(26)は斯くブロー成形された容器を満たし且つ閉じるのに用いられる。こうして、プラスチック容器を製造するための可塑化プラスチック材料から成る管材がブロー成形され、少なくとも同時的に対応して生成された容器が別のステーションで特に流体の形態である媒体で満たされ且つ閉じられる。これにより、成形時間は、公知の製造装置の成形時間と比較して短縮され、無菌状態下で充填して閉じられた容器の製造速度は相当に増大される。  (もっと読む)
(もっと読む)
プラスチック製カップ状容器およびその一次成形品
【課題】 重量増加を招くことなく口部フランジの口当たりを改善できるプラスチック製カップ状容器を提案すること。
【解決手段】 カップ状容器1は、胴部2と、胴部2の開口縁3aから外に広がる口部フランジ4を有し、口部フランジ4は一定肉厚t(41)のフランジ本体部分41と、その外周縁部分4aに形成した肉厚Lの厚肉外周縁部分42とを備えている。フランジ本体部分41の肉厚t(41)は薄く、厚肉外周縁部分42のみが充分に厚い。口部フランジ4の肉厚を全体として厚く形成していた従来のカップ状容器に比べて、重量を低減でき、しかも口部フランジ4の口当たりを改善できる。
(もっと読む)
耐熱PETボトル用プリフォーム
【課題】大容量の耐熱PETボトルをコールドパリソン法を用いてシングルブロー成形により2軸延伸ブロー成形が可能なプリフォームの提供を目的とする。
【解決手段】ポリエチレンテレフタレート樹脂を用いた容量の大きい2軸延伸ブロー成形容器をコールドパリソン法にてシングルブロー成形する場合に供される、口栓部及び口栓部の下方に肩部を介して円筒状の胴部を備える有底筒状体からなるプリフォームにおいて、縦方向延伸倍率が1.85以上になるように口栓部下の首下長さを設定し、横方向延伸倍率が3.5以上になるように胴部外径を設定した。2リットル容量耐熱PETボトル用プリフォームの場合には上記に加えて、目付重量を67.5〜70.5gの範囲に設定し、胴部肉厚が4.0mm以上になるように形状設定した。また、必要に応じて口栓部内側に厚肉部を設け、ストレート部長さを所定の範囲に設定した。
(もっと読む)
641 - 655 / 655
[ Back to top ]