
Fターム[4F208LA09]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | その他の特徴を有するもの(←部品) (100)
Fターム[4F208LA09]に分類される特許
81 - 100 / 100
プリフォームを殺菌消毒する方法、及びこれらのプリフォームから殺菌消毒されたボトルを製造するための設備
本発明は、殺菌消毒方法と、この方法により殺菌消毒された複数のプリフォーム(12)をブロー成形することにより殺菌消毒された複数のボトル(14)を製造する設備(10)において、スプレーステーション(28)で、殺菌消毒剤の霧からなるフィルムが少なくとも殺菌消毒される内壁で凝縮することにより堆積するように殺菌消毒剤の凝縮温度(Tc)未満である温度(T1)である各プリフォーム(12)で、殺菌消毒剤の流れ(F)が気化され、また、殺菌消毒剤を気化するための、殺菌消毒部(26)の活性化ステーション(50)で、このように処理された各プリフォーム(12)は、放射により活性化温度(Ta)以上の温度(T2)に加熱され、プリフォーム(12)の少なくとも内壁を殺菌消毒するようにすることを特徴とする殺菌消毒方法と設備とを提供する。  (もっと読む)
(もっと読む)
電動式打込み装置及びそれを用いた中空成形方法

【課題】本発明は、エンコーダを有するサーボモータを用いてエアノズルの打込み動作を行い、エアノズルの打込み位置を2段階に高精度に制御し、高品質の中空成形品を得ることを目的とする。
【解決手段】本発明による電動式打込み装置及びそれを用いた中空成形方法は、エンコーダ(10)を有するサーボモータ(11)によってボールネジ(12)を回転することによりスリーブ体(16)を介してエアノズル(2)を昇降させ、金型(52)内のパリソン(51)に対する2段階の打込みを高精度に行い、高品質の中空成形品を得る構成と方法である。
(もっと読む)
ブロー成形された多層のプラスチック中空体を製造する押出しストレージヘッド及び方法
本発明は、周方向に分配されたプラスチックがホース状の前成形体として押出しピストン(22)によって連続的に、制御可能なリングノズル(24)を介して、内部から押出し可能であるストレージ室(20)の上側に2つ又はそれ以上の周方向分配器(16,18)が配置されているブロー成形機にて、2層又は多層のホース状の前成形体からブロー成形された多層のプラスチック中空体を製造するための押出しストレージヘッド(10)及び方法に関する。本発明によれば先きに担体層として周方向に分配したプラスチックの上に別のプラスチック層(外側の機能層)を施すためにストレージ室(20)と制御可能な前記リングノズル(24)との間に別の周方向分配器(26)が配置され、該周方向分配器(26)が搬送導管(28)を介して、別個の押出機(32)を有する機能層の溶融液状のプラスチックのための別の外部のストレージエレメント(30)に接続されている。 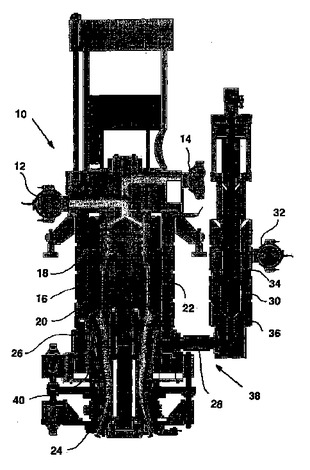 (もっと読む)
(もっと読む)
成形装置およびその異常表示方法

【課題】異常発生時にまず、成形装置の全体構成図およびセンサシンボルを表示し、次に異常が検出された一つの部分の写真と、その部分にあるすべての異常検出センサをそれぞれ示すセンサシンボルにて表示するが、成形装置の全体構造を示す表示画面の作成労力が大きな負担になっていたという問題があった。
【解決手段】成形するための複数の作動部のうち所望する作動部6,7のそれぞれに異常検出センサ65,66,80,81,82,83を設け、異常検出センサによって異常が検出されたとき、異常が検出された作動部およびその作動部に配設された異常検出センサを撮影した写真X,Yと、異常の内容を表示する領域114とを操作パネル110の画面111に表示する異常検出コントロール部100を具備した構成とした。これによって、成形装置の全体構造を示す表示画面の作成を排除した。
(もっと読む)
成形装置およびその異常表示方法
【課題】従来の成形装置は、異常発生時にまず、装置の全体構成図およびセンサシンボルを表示し、次に異常が検出された一つの部分の写真と、その部分にあるすべての異常検出センサをそれぞれ示すセンサシンボルにて表示するが、成形装置の全体構造を示す表示画面の作成労力が大きな負担になっていた。
【解決手段】成形するための複数の作動部のうち所望する少なくとも一つの作動部6に異常検出センサ65,66を設け、異常検出センサによって異常が検出されたとき、異常の内容を解決するための手法フロー図113と、異常が検出された作動部およびその作動部に配設された異常検出センサを撮影した写真X,Yとを操作パネル110の画面111に表示する異常検出コントロール部100を具備した構成とした。これによって、成形装置の全体構造を示す表示画面の作成を排除した。
(もっと読む)
ばらで供給される管状のプレフォームを配向するための装置
本発明は、供給手段(2)によってばらで供給される管状のプレフォーム(1)を配向するための装置に関し、この装置は、並んで配置され、上記プレフォームの最大横断面寸法よりも大きい距離(D)だけ互いから水平方向に離された2つの平行なライン(6)、(7)をそれぞれ有する2つの連続式エンドレスコンベヤ(4)、(5)を備える。本発明によれば、このプレフォームの供給手段(2)が上記2つのコンベヤ(4)、(5)のうちの一端部の上方に配置される。上記2つのコンベヤは、このコンベヤ(4)、(5)を跨いで横向きに置かれて到着する任意のプレフォームをピボットさせ、この2つのコンベヤの間の空間に長手方向に配向されたプレフォームを落下させるために、反対の方向(9)および反対の方向(10)に駆動手段によって移動される。また、本発明は、プレフォーム(1)を収集するためのエンドレスベルト(12)を備える。このエンドレスベルト(12)はそれに平行な上記2つのコンベヤ(4)、(5)の下方に延在し、水平方向に置かれ長手方向に整列されたプレフォーム(1)を次々と移動させるのに使用される。  (もっと読む)
(もっと読む)
吹込み成形機で減圧弁をバイパスするための制御器及び方法
本発明は、吹込み成形機のヘッド成形用具の液圧位置決め弁30へ供給される圧力を減圧する減圧弁34と、減圧弁をバイパスさせる制御器とである。減圧弁と電気式制御器とは、吹込み成形機のヘッド成形用具のピン及びダイの組立て体位置を制御するシリンダ40の圧力を調整するのに使用される。本発明では、作業サイクルのうちの「パリソン成形」時間以外のすべての時間中、圧力が減圧される。本発明は、また吹込み成形機の、ヘッド成形用具のピン及びダイの組立て体位置を制御するシリンダ圧力を調整し、かつ吹込み成形機の減圧弁をバイパスさせる方法でもある。  (もっと読む)
(もっと読む)
ブロー成型装置の開閉を制御する方法及び該方法を実施するためのブロー成形装置
本発明は、加熱された予備成型物をブロー又はブロードローイングによって、熱可塑性材料、特にPETから容器を製造するために使用されるブック型のブロー成型の金型の開閉を制御するための方法に関する。本発明によれば、金型(1)は、共有された固定回動ピン(3)の周囲を同じように回転することによって、互いから離れることができる少なくとも2つの金型の半体(2a,2b)を備えている。本発明は、2つの金型の半体(2a,2b)がその分割平面(5)のどちらの側も非対称に開口し、その結果として、最大に開口している金型の半体は、金型に例えば固定アームのような補助部材を導入するためのより大きい経路を形成していること特徴とするものである。  (もっと読む)
(もっと読む)
中空成形機におけるブロー成形条件の設定方法およびその設定方法を有する中空成形機。
【課題】
中空成形機の運転操作者が少ない設定作業で誤りのない最適なブロー成形条件を容易に設定でき、中空成形品の品質や中空成形機の運転操作性の向上を図ることのできるブロー成形条件の設定方法を提供する。
【解決手段】
コンピュータに使用される樹脂特性データベース・押出機データベース・吹込装置データベース・成形金型データベース・知識情報等の諸情報を備え、入力されたブロー成形される中空成形品データ・使用する原料樹脂データ・中空成形機データ・成形金型データ等の諸データに対して適合する押出機に関する押出条件、型締装置に関する型締条件、エア吹込装置に関する吹込条件、ブロー成形の成形サイクル時間等のブロー成形条件の全部または一部を設定する。
(もっと読む)
ブロー成形方法
【課題】
解決しようとする課題は、複雑なカーブ形状を有する中空品をブロー成形する場合、金型或いは押出し機ヘッドを動かすブロー成形方法、またはエアでパリソンを吸引するブロー成形方法などの従来のブロー成形方法では設備投資や動力費が嵩み製造コストが高くなるという点である。
【解決手段】
ブロー成形装置の押出し機ヘッドに所望のカーブ形状を有するパリソンガイドを取り付け、該押出し機ヘッドから押出されたパリソンを該パリソンガイドに沿って導き、型締め前の該パリソンを該カーブ形状に賦形しながら垂下させることにより上記課題を解決した。
(もっと読む)
吹込み装置
【課題】
解決しようとする課題は、ブロー成形に用いられる金型内吹込み装置において樹脂壁を貫通させようと気体吹込みピンを突き出させた時、該気体吹込みピンが該樹脂壁を完全に突き抜けることができずに樹脂のカスが該気体吹込みピンの先端に残り、成形後何かのきっかけで該カスがちぎれて成形品内に残り、該成形品を振った時にカラカラ音がするいわゆる異音発生の原因となることがあるという点である。
【解決手段】
吹込みピンが突き出される時、該吹込みピンを嵌着している回転体の雄ネジ山をブッシュの雌ネジ溝に沿って滑動させることで該回転体に回転運動を生じさせるから、該吹込みピンが回転しながら該樹脂壁中を通過する際に樹脂が該吹込みピンに粘着することはなく、該吹込みピンはスムーズに該樹脂壁を突き抜けるので、樹脂のカスが該吹込みピンの先端に残るようなことはなく、異音発生を防ぐという前記課題を解決した。
(もっと読む)
可撓性チューブ製造方法及び装置
【課題】 優れた装飾もしくは表示を有すると共にトリミングを必要としない仕上部を備え、さらに装飾を従来のシルクスクリーン装置によって施しうるような可撓性プラスチックチューブの製造方法及び装置を得ることにある。
【解決手段】 側壁部と閉鎖底部とを備えた開口端部本体(11)を有するネジ付仕上部(10)を形成させた長手軸線を有する容器から、ネジ付クロージャ(C)を有するチューブを製造する方法において、ネジを有するクロージャ(C)を固定保持し、容器をその長手軸線を中心に回転させてクロージャを容器にはめ、そして容器の長手軸線に対し横方向の軸線に沿って底部を切断することにより、仕上部にはめられたクロージャを有するチューブを形成する工程を含む上記チューブを製造する方法。
(もっと読む)
電子写真用シームレスベルトおよびシームレスベルト製造方法
【課題】 (1)転写ムラがなく、走行安定性が高くて高耐久であり、(2)ベルトの膜厚が安定し、ベルト表面の凹み、うねり、転写ムラの発生が無い電子写真用シームレスベルトの製造方法を提供する。
【解決手段】 シームレスベルト成形用金型が、円筒部と、該円筒部の上部、下部、若しくは上部及び下部に、該円筒部に連続した半球部若しくはJIS B0001:2000に従う主投影図において半楕円形状部を有するボトル形状を有し、該半球部は、下式(1)を満たすものであり、該半楕円形状部は、下式(2)を満たすものであることを特徴とするシームレスベルト製造方法。
1≦ SR/S ≦ 1.5・・・・・(1)
上記式(1)中、Sは円筒部底面の円の半径(mm)、SRは、JIS B0001:2000における球の半径(mm)である。
1< a/b <4.3・・・・・(2)
上記式(2)中、aは楕円の長軸、bは楕円の短軸である。
(もっと読む)
自己制御ソレノイドバルブ装置
本発明は、ソレノイドバルブ、チョーク、制御装置に接続される圧力センサ、制御装置とソレノイドバルブの間で、開信号及び/又は閉信号を伝送するための接続線、制御装置とアクチュエータとの間で、
チョークを自動的に設定するための信号を伝送するためのチョークのための接続線を有するソレノイドバルブ装置に関する。前記制御装置は出力の圧力曲線を表わすデータを測定する。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。パリソンを熱的にコンディショニングした後、該パリソンをブロー成形型の内部で引伸ばし棒により引伸ばし、吹き込み圧を作用させることにより容器に成形する。まず低圧供給部(42)から供給される第1の吹き込み圧を使用し、次に高圧供給部から供給される第2のより高い吹き込み圧を使用する。吹き込み空気を少なくとも1つの吹き込み弁を介して供給し、容器を成形した後、使用した高圧吹き込み空気の少なくとも一部を低圧供給部へ供給する。低圧供給部への吹き込み空気戻しを、吹き込み空気弁に並列に接続された戻し弁(47)により制御する。戻し弁の弁出口を低圧供給部と連通させる。  (もっと読む)
(もっと読む)
ブロー成形容器における自動破裂検出のために特別に設けられた機器を用いた装置および方法
本発明は、プラスチック・ボトルに生じた破裂を検出するように適合した、プラスチック・プリフォーム、またはパリソンから中空プラスチック体をブロー成形するための装置に係わる。本装置自体は、差圧変換器(10,11)と、関連する第1の供給流路(101)を伴う低圧ガス供給源(103)と、関連する第2の供給流路(105)を伴う高圧ガス供給源(104)とを備えている。差圧変換器は、第2の供給流路内に横方向に配置された1つ以上の管(3,4)で構成される。これらの管にそれぞれ含まれる分離したチャンバは、前記第2の供給流路の内部に開く開口(5,6)を有する(ピトー管)。それぞれ圧力を検出するように適合した2つのセンサ(7,8)は、別々に前記各チャンバに接続する。ブロー成形サイクル中、所定の時点でのすべての圧力変動を処理、比較し、その結果は、破裂または無音のガス漏れ等の重大な不備が、特定のボトルのブロー成形プロセス中に起きたかを示す。  (もっと読む)
(もっと読む)
ブロー成形用金型装置、およびこのブロー成形用金型装置を使用した樹脂製中空体の製造方法、およびその製造方法で製造された樹脂製中空成形体
【課題】ブロー成型による中空形成体の内部に所定の部品を取り付けするにあたり、簡単に取り付けることが可能であるととともに、仮に、内部に揮発性の液体を収容するような車両の燃料タンクのような中空成形体であっても、ガス成分のバリア性が良好な樹脂製中空成形体の製造方法を提供する。
【解決手段】 チューブ状に押出された熱可塑性樹脂のパリソン6をブロー成型により膨張させた後、一旦金型2,4を分割した後、所定の部品32,34を金型2,4内に組み込んで、再び分割面を接合させることにより、中空形成体の製品を得るようにしたことを特徴とする。
(もっと読む)
ジョイントブーツの製造方法
【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両部分12,13を連結する第3部分14とからなる筒状のパリソン15を成形材料で射出成形し、パリソンの冷却後、第1部分と第2部分と第3部分のうち第3部分14だけを径方向外方側から加熱装置Bで設定温度に加熱し、その後に、第3部分14を外型51で覆い、第3部分の内周面に気体を噴射し、外型に第3部分を押し付けて蛇腹部5をブロー成形する。
(もっと読む)
ジョイントブーツの製造方法
【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2に対応する第1部分12と、小径側取付部4に対応する第2部分13と、両部分を連結する第3部分14とからなる筒状のパリソン15を成形材料で射出成形し、パリソンの冷却後、第3部分14が支持体16の上下中間部21を間隔を空けて同芯状に囲んだ状態になるようにパリソン15を支持体16に支持させて、第1部分と第2部分と第3部分のうち第3部分14だけを径方向外方側から加熱装置Bで設定温度に加熱し、その後に、第3部分を外型51で覆い、第3部分の内周面に気体を噴射し、外型に第3部分を押し付けて蛇腹部5を成形する。
(もっと読む)
中空成形機のパリソン切断装置
【課題】 電熱カッターの表面に、パリソンの切断に伴つて付着物が付着して次第に切れ味が低下し、パリソンの切り口の部分が倒れ込むことに起因して、成形品の内容物の漏れを生ずる。このため、オペレータがパリソンの切れ口の形状を監視し、切れ味が低下した場合に電熱カッターの表面を人手によつて摩擦し、付着物を取り除いているが、中空成形機の稼働率及び生産性の低下を直接的に生ずるのみならず、再稼働時に安定運転に移行するまでのロスを生じている。
【解決手段】 クロスヘッド2から押し出されるパリソン3を、移動するカッター21によつて所定長さに切断する中空成形機において、掻き落とし具7を中空成形機の固定部(2,10,32)に取付け、相対移動するカッター21の表面に掻き落とし具7を接触させ、カッター21の付着物43を掻き落とし具7によつて掻き落とす。
(もっと読む)
81 - 100 / 100
[ Back to top ]