
Fターム[4F208LA09]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | その他の特徴を有するもの(←部品) (100)
Fターム[4F208LA09]に分類される特許
21 - 40 / 100
ブロー成形金型の洗浄器を備えるブロー成形機
【課題】ブロー成形機の洗浄を簡素化する。
【解決手段】空洞4を形成する少なくとも1つのブロー成形金型2であって、この空洞の中でプラスチックプリフォームを容器に変形することができるブロー成形金型2を備え、また、プラスチックプリフォームに媒質を加えて、ブロー成形金型の、空洞4の境界を定める内壁8に押し付けるようにプラスチックプリフォームを膨張させる加圧器14を備え、また、プラスチックプリフォームをその縦方向Lに延伸する延伸ロッド12を備え、また、ブロー成形金型2を開閉する開閉機構を備えるようなプラスチックプリフォームを容器に変形させる装置1において、ブロー成形金型2の複数の領域を洗浄する洗浄器10を備える。本発明によれば、洗浄器10は、ブロー成形金型の内壁8を洗浄する少なくとも第一の洗浄要素16,18を備え、この洗浄要素16,18は、少なくとも時々、ブロー成形金型2の外側に配置される。
(もっと読む)
ブロー成型品
【課題】耐熱性等に優れるポリ乳酸のブロー成型品を提供する。
【解決手段】L−乳酸を構成単位とするポリ乳酸単位およびD−乳酸を構成単位とするポリ乳酸単位と、ポリイソシアネートを反応させて得られるアミド結合を有するポリ乳酸樹脂(A成分)をブロー成型する。
(もっと読む)
ブロー成形金型およびブロー成形方法

【課題】ワークの温度を管理できるブロー成形金型を提供すること
【解決手段】ブロー成形金型は、板状のワークWをエアの流体圧でブロー成形するブロー成形金型であって、ワークWの縁部を挟持する上型31および下型21と、ワークWの下面を支持する支持板25と、支持板25の温度を制御する拡散板24と、下型21に形成されたエア供給口211を通してエアを供給するエア供給装置23と、を備える。拡散板24は、支持板25とエア供給口211との間に設けられ、このエア供給口211から供給されるエアの流れを制御する。
(もっと読む)
多層プリフォームの検査装置
【課題】植物油等の油分を含む液体中に多層プリフォームを浸漬しても、あるいは植物油等の油分を含まない水等の液体中に多層プリフォームを浸漬しても、中間樹脂層を可視化してPET樹脂層と中間樹脂層の明暗差を顕著にすることができる照明装置を備えた多層プリフォームの検査装置を提供する。
【解決手段】多層プリフォーム1を液体中に浸漬した透明容器20を挟むように照明装置2と撮像装置10とを対向して設け、照明装置2は、照明3と、照明3の前面に設置された拡散板4と、拡散板4に隣接して設置されるとともに拡散板4の延長線上に配置された光が透過しないか又は光が透過しにくい板5とからなり、多層プリフォーム1の軸心Oと、拡散板4と光が透過しないか又は光が透過しにくい板5の境界部6は、撮像装置10の光軸Lx上に位置するか又は光軸Lxに近接している。
(もっと読む)
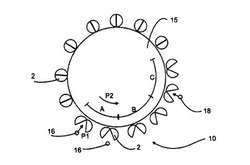
プリフォーム、容器および容器成形方法
容器(23)をブロー成形するためのプリフォーム(1)またはプリフォーム・アセンブリであって、プリフォームまたはプリフォーム・アセンブリは首部分(4)と、首部分に設けられた蓋要素(16)と、首部分内に延在し、プリフォームまたはプリフォーム・アセンブリの内部空間にアクセスを提供する開口部と、を有する。 (もっと読む)
成形品の製造方法及びこのように製造された成形品
本発明は、流体を収容又は送出又は貯蔵するための成形品に関する。この成形品は、壁部によって囲まれている空胴と、この空胴に対して流体を送る乃至は排出するための少なくとも1つの装置とを有している。この本発明による成形品は、壁部が架橋されたポリエチレンを含むという特徴を有している。 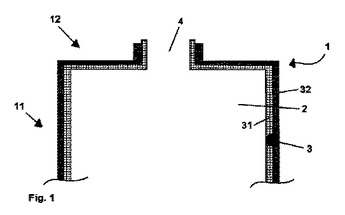 (もっと読む)
(もっと読む)
内部に複数の分離された密閉空間を有するマルチスペース容器を製造するためのブロー成形方法及びその金型
【課題】マルチスペース容器を製造できるブロー用金型を提供する。
【解決手段】 内部に独立的な成形空間を提供する各金型部の開放面を対向配置し、各金型部の開放面に形成された支持枠に分離膜を挿入し、前記開放面を前記支持枠によって密閉することで、複数の成形空間が形成されるように組み立てる段階;前記各金型部の独立的な成形空間に予備成形物をそれぞれ注入し、前記各予備成形物を同時にまたは順次的に膨張して成形する段階、及び前記分離膜の突出部分を熱処理する仕上げ段階、を含むことを特徴とするマルチスペース容器を製造するためのブロー成形方法を構成する。
(もっと読む)
小容量ボトルの製造方法及び小容量ボトル
【課題】ペンダント、ストラップ、指輪として携帯することができる小容量ボトルを提供する
【解決手段】ハート型の収容部12の周辺にプレート状のコンプレッションゾーン13を備え、このコンプレッションゾーン13にはハート型の貫通孔14が形成され、コンプレッションゾーン13の周縁部には、口部15と連通した通路空間16が形成された小容量ボトル11をダイレクトブロー成形によって製造する。コンプレッションゾーン13は、収容部12に対して口部15と反対側にも形成され、通路空間16は、口部15から伸びてコンプレッションゾーン13の周縁部を取り巻いて再び口部15に至るループ状通路となる様に形成されると共に、収容部12に対して2箇所で連通される。
(もっと読む)
飲料充填方法及び装置
【課題】インラインシステムにおいてボトルの殺菌処理を簡易化する。
【解決手段】プリフォーム1を連続走行させながら水蒸気Wを吹き付け、加熱することにより予備殺菌し、この予備殺菌したプリフォームを同じく連続走行する成形型4内でブロー成形してボトルを作り、この連続走行する成形型からボトルを取り出し、熱が残留しているうちにボトルに過酸化水素の凝結ミストM又はガスGを吹き付けると共にエアリンスし、このボトルを同じく連続走行させながら飲料を充填しキャップで密封する。
(もっと読む)
ブロー成形用ニードルピン
【課題】 パリソンに対して確実に孔を開けることができ、しかも先端チップの交換が容易なブロー成形用ニードルピンを提供する。
【解決手段】 チップ3は板状をなし、スリット6に差し込まれるチップ3の基部には抜け止めピン8が挿通する孔9が形成され、またチップ3の先部の形状は平面視で二等辺三角形をなし、上面3aよりも下面3bが前方にせり出し、前記上面3aと下面3bとの間に左右の側面3c、3dが設けられ、前記左右の側面3c、3dの先端に形成される稜線10、左右の側面3c、3dと下面3bとの境界に形成される稜線11,11が刃となる。
(もっと読む)
換気プレナムを有するプリフォームの熱的な条件付けのためのオーブン
【課題】空気分配チャンバを有するプリフォームの熱的な条件付けのためのオーブンを提供する。
【解決手段】熱可塑性樹脂製プリフォームを加熱するオーブン10は、空気吸入口ポート22aを有する空気吸入口ゾーン16aとプリフォームを加熱するためのゾーン16bから構成される。空気吸入口ゾーン16aは、複数の換気モジュール36及び空気吸入口ポート22aとの間に挿入された、空気分配チャンバ18(プレナム18と呼ばれる)を有し、プリフォームを加熱するゾーン16bは、吸入口ゾーン16aから来る空気の流れAをプリフォームへ導く換気モジュール36ゾーンと空気抽出ダクト68を有する空気抽出ゾーン16cとから構成され、プリフォームを冷却するための空気の流れAによって、最も冷たいゾーンから最も熱いゾーンへの熱勾配に従って、各ゾーンを通って上方向に、生じる。
(もっと読む)
コネクタパイプを有するブロー成形中空体及びその製造方法
【課題】 コネクタパイプをホースへブロー成形により一体的的に成形する場合に、コネクタパイプとホースとの間の接続強度及び/又は気密性を向上させる技術を提供する。
【解決手段】 ホース1の外周を略リング状に取り囲む溶着座面補強部材2をホース1にブロー成形技術によりインサート成形させ、溶着座面補強部材2は通常平坦である溶着座面部3が設けられており、溶着座面部3にコネクタパイプ5の一端を溶着させる。溶着座面部3及びホース1には貫通穴が形成されており、該貫通穴を介してコネクタパイプ5はホース1と連通している。
(もっと読む)
容器詰め内容物の製造方法
【課題】口部結晶化ポリエステル容器を使用しないでもポリエステル容器詰め内容物の製造が可能な製造方法を提供する。また、生産効率を向上させエネルギー消費を節約することができるポリエステル容器詰め内容物の製造方法を提供する。
【解決手段】内容物を容器に充填し、密封後容器殺菌する容器詰め内容物の製造方法であって、容器の成形後容器に内容物を充填する前に容器の含水率を減少させる工程を備え、61℃以上65℃以下に加温された内容物の口部非結晶ポリエステル容器への充填と充填後の密封を外環境制御空間内で行った後、容器を傾斜して内容物を容器口部に接触させることにより殺菌することを特徴とする容器詰め内容物の製造方法。
(もっと読む)
プラスチック材容器のためのコンベアシステム
プラスチック材の容器の予備成型品(30)のためのコンベアシステムであって、前記予備成型品をブロー成型機械に運搬するためのシステムであり、あらかじめ定められた参照システムに対して容器を正しい角度に配置するためのシステムを備え、前記予備成型品をコンベアラインに積載するステップから、ブロー機械で前記容器をブローするステップまでの間、前記予備成型品を正しく位置づけることができる。前記容器を正しく配置する、付随する方法がより詳細に述べられるが、それは、このシステムで実行してもよい。 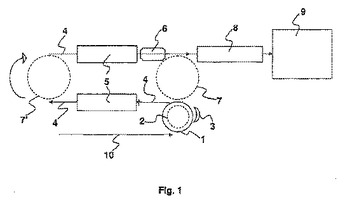 (もっと読む)
(もっと読む)
容器特にボトルをブロー成形するためのシステム
個々のパリソン3から樹脂容器2をブロー成形する設備は、複数の成形ユニット10を有する。各成形ユニット10は、少なくとも1つの容器2をブロー成形するための型11と、個々のパリソン3を軸方向に変形させるように駆動装置16の動作によって動く少なくとも1つの伸長ロッド14と、を有し、駆動装置16は、各成形ユニット10毎に、成形ユニット10の伸長ロッド14に接続された駆動モータ17を有する。 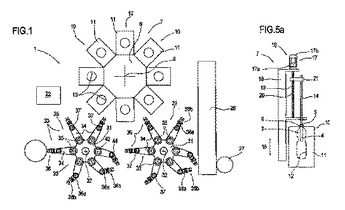 (もっと読む)
(もっと読む)
中空成形機用ダイリング構造
【課題】本発明は、ダイリングを内周ダイリングと外周ダイリングに分割し、内周ダイリングを外周ダイリングに対して着脱自在とすることにより、成形条件及び経時変化により交換等を必要とする場合においても内周ダイリングのみの交換を可能とすることを目的とする。
【解決手段】本発明による中空成形機用ダイリング構造は、クロスヘッド(1)のコア(3)の外周に樹脂流路(11)を介して設けられたダイ(4)と、前記ダイ(4)の外周に対して上下摺動自在なダイリング(5)とを備え、前記ダイリング(5)は内周ダイリング(30)と外周ダイリング(31)に分割され、前記内周ダイリング(30)は外周ダイリング(31)に対して着脱自在とした構成である。
(もっと読む)
樹脂成形用金型、製造装置及び樹脂成型品の製造方法
【課題】樹脂成形により樹脂成型品を製造するときに製造効率を向上させる。
【解決手段】上型30と下型40とが成形材料80を所定形状にするときに、空気注入ノズル21aは、空気注入孔38からキャビティ22内に延び、成形材料80の第1の樹脂シート材82と第2の樹脂シート材83との間に空気を注入する。第1及び第2の樹脂シート材82,83は高温状態にあるため、空気圧によって、第1の樹脂シート材82は上型30の内面32に、第2の樹脂シート材83は下型40の内面42に張り付けられ、所望の形状の成型品89が成形される。成型品89は所定の温度まで冷却されて金型20から取り出される。上型30と下型40とが合わさったときに、針部35は表皮材85を突き抜け、第1の樹脂シート材82に所定長だけ刺さる。これによって、第1の樹脂シート材82の熱が上型30へスムーズに伝達するため、成型品89の冷却時間を短縮できる。
(もっと読む)
熱可塑性樹脂製容器の製造方法及び製造装置並びに当該製造方法及び当該製造装置で製造された容器
本発明は熱可塑性樹脂製容器(13)の製造方法に関する。押し出し成形されたプラスチックチューブ(3)は金型に導入される。可動金型部(5、7、9)は、金型開放位置に移動する。容器の本体部(18)の移行部及び容器の底を成形する金型部(7)が閉じられる。容器の底は溶着される。チューブ(3)に作用する圧力勾配によってチューブ(3)は膨らんで金型部(5、7、9)の内壁に押し付けられる。成形された容器(13)を金型から取り出すために金型部は金型開放位置に移動する。容器の底は、容器の本体部(18)を軸方向に延長させるボウル状底部(19)の形をとる。容器の本体部(18)内に突き出る底部隆起部を形成するために、底部は容器(13)の内部に裏返される。  (もっと読む)
(もっと読む)
熱可塑性容器を製造する型及びこのような型が設けられた延伸ブロー成形装置
ブランクをブロー成形または延伸ブロー成形することによって熱可塑性材料で形成された容器を製造する型であって、型は、上記ブランクのリムを受けることを目的とした成形キャビティ(3)の開口部に位置する座部(8)と、上記リムを冷却する冷却手段と、を有し、上記冷却手段と型の肩部における陥凹部(5)との間において、上記型は、熱の逃げ道を断絶する断熱手段を有する。リムを冷却する冷却回路は、型のキャビティ(3)における開口部を囲むように取り付けられた蓋部(13)にエッチング加工されており、このエッチングされた部分は、断熱部として機能する片(15)に密閉した態様で載置される。  (もっと読む)
(もっと読む)
中空成形体、その成形装置及び方法
【課題】合成樹脂の成形ロスが少なく、ピンチオフ部や有底部分に発生するシワが殆どなく、機械的強度及び耐久性に優れ、容器として広く利用できる中空成形体の成形装置を提供する。
【解決手段】ダイのパリソン押出し出口に隣接し且つパリソン押出し方向に並べて複数のパリソン絞り部材を配設し、複数のパリソン絞り部材の開口を開いてパリソンを押し出し、複数の絞り部材の絞り径がパリソン押出し方向に向かって順次に小さくなるように、複数のパリソン絞り部材の絞り径を制御して、パリソンの底部を成形する。
(もっと読む)
21 - 40 / 100
[ Back to top ]