
Fターム[4F208LA09]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | その他の特徴を有するもの(←部品) (100)
Fターム[4F208LA09]に分類される特許
61 - 80 / 100
ブロー成形機システム
【課題】ヒータモジュールとブロー成形部の温度を個々に最適に制御して安定してブロー成形できるブロー成形機システムを提供する。
【解決手段】空気調和機12により温湿度制御される成形機械室10内にブロー成形機11を設置し、そのブロー成形機11のヒータモジュール部11aとブロー成形部11bに、それぞれ独立して排気フード30a、30bを設置し、その両排気フード30a、30bの排気ライン31a、31bに、排気ファン33a、33bを接続してヒータモジュール部11aとブロー成形部11bの周囲の空気を成形機械室10外にそれぞれ独立して排気し、かつ、ヒータモジュール部11aの排気温度を一定に制御すると共に必要に応じて空気調和機12に循環させるものである。
(もっと読む)
薄肉樹脂製飲料ボトル製造装置

【課題】ホットパリソン方式で製造され、しかも自立や形状の維持が困難なほど薄肉軽量の樹脂製飲料ボトルを製造することの可能な装置を提供する。
【解決手段】薄肉樹脂製ボトル2の射出延伸ブロー成形機構10と、成形されたボトル2を取り出すためのボトル取出機構20と、取り出されたボトル2を一定の間隔をあけて懸吊しながら搬送するためのボトル吊下コンベア31を有するボトル搬送機構30とを備え、前記ボトル取出機構20が、一定間隔をあけた複数本のボトル2の列を懸吊しながら同時に前記ボトル吊下コンベア31へ移載することを特徴とする薄肉樹脂製飲料ボトル製造装置。
(もっと読む)
パリソン肉厚調整装置
【課題】本発明は、フレキシブルコア及びフレキシブルダイの一方又は両方をアクチュエータによって作動させ、パリソン垂下中に肉厚をダイナミック制御することを目的とする。
【解決手段】本発明によるパリソン肉厚調整装置は、少なくともフレキシブルコア(2)及びフレキシブルダイ(22)の一方を数値制御可能なアクチュエータ(20)により作動させ、輪状隙間(5)の間隔を調整して肉厚調整する構成である。
(もっと読む)
ブロー成形用ダイス
【課題】ブロー成形機でブロー成形容器等を成形するためのパリソンの偏肉調整が偏肉調整ボルト等によらず短時間で効率良くでき、且つ、樹脂替えまたは材料替えが容易にできるブロー成形用ダイスに関する。
【解決手段】
複数本の偏肉調整ボルトによりコアとダイス穴のセンター位置を調整してパリソンの偏肉を調整するブロー成形用ダイスであって、前記ブロー成形用ダイスが上部ダイス部と下部ダイス部に形成され、前記上部ダイス部と下部ダイス部は分割可能に形成され、前記下部ダイス部のダイス穴のセンター位置がコアのセンター位置とずれているか、またはダイス穴の外周形状とコアの外周形状が異なる形状に形成されていることによりパリソンの偏肉調整がなされることを特徴とするブロー成形用ダイスである。
(もっと読む)
インサート部品内蔵形押出ブロー成形品製造用成形金型
二つの外型(2a、2b)とこれら外型の間に挟まれる一つの中型(3)として構成されて一体的な成形キャビティ(4)を形成する互いに接近離反可能な少なくとも三つの分割金型(2a、2b、3)を備えた押出ブロー成形品製造用成形金型。中型(3)は隣接する外型(2a、2b)との金型開口面を超えて中型(3)の内部から出入するように移動可能な部品ホルダ(11)を備え、この部品ホルダ(11)が中型(3)の中央縦断面内に取付姿勢の調整可能に装着されたキャリア(10)上に配置されている。  (もっと読む)
(もっと読む)
パリソンの真空排気方法及び装置
【課題】本発明は、クロスヘッドのエア管と真空ポンプとの管にエアタンクを設け、真空状態のエアタンク内にパリソン内のエアを排気し、排気時の騒音を低くし、かつ、短時間で多量の排気を行うことを目的とする。
【解決手段】本発明によるパリソンの真空排気方法及び装置は、クロスヘッド(1)のエア管(5)と前記真空ポンプ(21)との間に設けられた電磁弁(8)とエアタンク(20)とを用い、前記エアタンク(20)内を予め前記真空ポンプ(21)で真空にした後に前記電磁弁(8)を開弁して前記パリソン(3)内のエアを前記エアタンク(20)内に排気する方法と構成である。
(もっと読む)
二軸延伸ブロー成形機
【課題】送りピッチの拡大動作、プリフォーム送り込み動作、成形品排出動作が効率良く行われる二軸延伸ブロー成形機を提案すること。
【解決手段】二軸延伸ブロー成形機1の加熱部4(3)を経て第1送りピッチp1で位置31、32に至った2台プリフォームキャリア12は、ピッチ拡大機構14によって広い第2送りピッチp2で成形位置33、34に送り込まれる。ピッチ拡大機構14は前側保持板41と後側保持板42を備え、前側保持板41を第2送りピッチの2倍以上送り出すと、第2送りピッチの間隔で形成された第1保持溝51および第2保持溝52が成形品排出位置35、36に位置決めされる。後側保持板42は送り動作の途中から前側保持板41と一体となって送り出され、前側保持板41の第3保持溝53と後側保持板42の第4保持溝54の間隔が第2送りピッチの状態で成形位置33、34に位置決めされる。
(もっと読む)
射出延伸ブロー成形装置
【課題】 横タイバーを不要とすることで、ブローキャビティ割型の着脱時やメンテナンス時の干渉部材がなく作業が容易な射出延伸ブロー成形装置を提供すること。
【解決手段】 少なくとも射出成形部30と延伸ブロー成形部32とを有し、各成形部に対応して配設したネック型を各成形部に間欠搬送する回転板26を有する射出延伸ブロー成形装置である。この装置は、横型締め手段を搭載するブローユニットベース盤190を有する。ブローユニットベース盤は、2つの底辺部材192と2つの側面部材194とを有して、上向き開口を有するC型フレーム構造に形成されている。横型締め手段は、2つのブローキャビティ割型をそれぞれ固定する2つの型締め板42と、ブローユニットベース盤に支持された2つの第1の電動機200A,200Bと、2つの第1の電動機によって2つの側面部材を基準としてそれぞれ伸縮され、2つの型締め板とそれぞれピン結合された2つの横型締めトグル機構40とを有する
(もっと読む)
射出延伸ブロー成形装置
【課題】機械式ばねや油圧シリンダを用いることなく、可動側の上部基盤を含む移動重量の慣性力に抗して竪型閉め途中や竪型締め時に上部基盤を任意位置にて確実に停止できる射出延伸ブロー成形装置の提供。
【解決手段】ネック型を各成形部に間欠搬送する回転板26を有する竪型の射出延伸ブロー成形装置において,機台12内に配設され下部基盤を基準位置として伸縮する竪型締めトグル機構により牽引板18を昇降駆動する竪型の型締手段を有する。上部基盤及び牽引板18の一方からなる可動部と下部基盤及び機台12の他方からなる固定部との間に配置され、可動部及び固定部の一方に固定されたシリンダロッド254とこれを摺動案内し、かつ可動部と固定部の他方に固定された筒体252Aとを有するエアシリンダ252と、シリンダロッド254と筒体252Aとの間に高圧エアを供給する高圧エアタンク260とを有する。
(もっと読む)
射出延伸ブロー成形装置
【課題】 射出成形部とは独立させて、延伸ブロー成形部側にて単独で型厚調整が可能な射出延伸ブロー成形装置を提供すること。
【解決手段】 少なくとも射出成形部30と延伸ブロー成形部32とを有し、各成形部に対応して配設したネック型を各成形部に間欠搬送する回転板26を有する射出延伸ブロー成形装置である。この装置は、機台12上に固定されると共に、回転板26との間で各成形部の成形空間を形成する下部基盤14と、下部基盤14上方に配設されて回転板26を支持する上部基盤16と、下部基盤14に対して上部基盤16を昇降駆動する竪型締め手段90,92と、延伸ブロー成形部32に配置され、下部基盤14に対して昇降案内され、ネック型に対して型締めされる2つのブローキャビティ割型294A,294Bの横型締め機構を搭載するブローユニットベース盤190と、ブローユニットベース盤190を昇降駆動して高さ位置を調整するブローユニット位置調整機構220とを有する。
(もっと読む)
フォロア部材とカムパスを用いて容器加工用装置の要素を制御する制御装置、及びこのような制御装置を含む容器加工用装置
フォロア部材とカムパスとを備えた、容器加工機械の要素を制御するための制御装置であって、1つの剛体アセンブリ(5)によって画定された2つのカムパスと、フォロア部材と剛体アセンブリ(5)との間の、少なくとも2つの位置の間での相対運動を可能とする手段と、を備え、フォロア部材は第1の位置で第1のカムパスと係合し、第2の位置で第2のカムパスと係合する制御装置。特に、延伸ロッドの動作制御用、金型のロック/アンロックの制御用、または金型の開閉制御用の、このような制御装置を含む、熱可塑性材料から容器を製造するためのブロー成形機または延伸ブロー成形機。  (もっと読む)
(もっと読む)
容器の分岐装置
固定回転軸(10)を中心として回転する、容器を切替えるための分岐装置(1)であって、回転軸(10)を中心として周囲に配置される少なくとも一つの容器を把持する複数のアーム(7、188)を包含し、各々の把持用アーム(7、188)が、カムの走行トラック(91、184)で係合するためのカムフォロワ(98、186)を包含し、走行トラック(91、184)が、少なくとも一つの固定区分(111、112、115)と少なくとも一つの引込み式カム付き取外し可能区分(120a、120b、194、196)とを包含し、前記装置が、半径方向に可動な把持用アーム(7、188)を固定させる少なくとも1つの回転式横方向テーブル(152、153、185)と、把持用アーム(7、188)のカムフォロワ(98、186)の走行トラック(91、184)を収納する少なくとも1つの固定式横方向テーブル(90a、90b、182)とを包含すること、及び取外し可能区分(120a、120b、194、196)が、固定式横方向テーブル(90a、90b、182)に装着されたアクチュエータ(140a、140b)によって、回転軸(10)に対してほぼ平行方向に引込むことが可能であることを特徴とする。 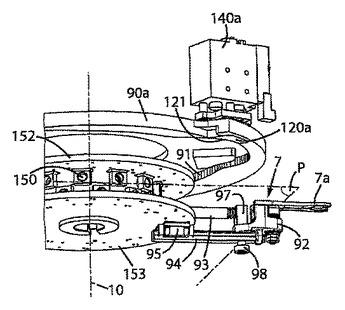 (もっと読む)
(もっと読む)
ブロー成形品その他のプラスチック中空体のピンホール検査方法
【課題】 自動ブロー成形工程に適し、極く僅かな水素の使用量でブロー成形品のピンホールを極く短時間でしかも正確に検出することができるブロー成形品のピンホール検査方法を提供する。
【解決手段】 水素を含有する圧力流体を用いてブロー成形したブロー成形品を密封し、密封したブロー成形品を外面より押圧した際に外部に漏出する水素を検知してブロー成形品のピンホールの有無を判定する方法である。合成樹脂を溶融混練して押出機より筒状のパリソンを押し出し、次いで水素を含有する圧力流体を用いてパリソンを金型内でブロー成形した後、ブロー成形品を金型より取り出して、ブロー成形の際の圧力流体導入孔を封鎖する。圧力流体導入孔を封鎖したブロー成形品を外面より押圧した際に外部に漏出する水素を検知してブロー成形品のピンホールの有無を判定する。
(もっと読む)
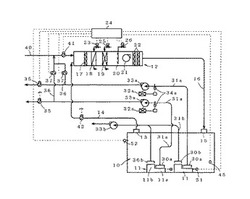
ブロー成形機のブローエア供給装置
【課題】 ブローエアの温度低下を抑えて、容器の内面歪みを少なくし、更には、結晶化度を高めて、容器の耐熱性を向上させる。
【解決手段】 加熱されたブローエアをプリフォーム内に供給し、中空のボトル容器1を成形するブロー成形機のブローエア供給装置であって、高圧のブローエアを発生する高圧エア源11と、高圧エア源11の下流でブローエア流路を開閉する高圧仕切弁12と、高圧仕切弁12の下流でブローエアを加熱する熱交換器13と、熱交換器13の下流でブローエア流路を絞る絞り弁14と、絞り弁14の下流でブローエア流路を切換える切換弁15とを備える。
(もっと読む)
ねじ入れ子の回転停止制御システム
【課題】簡易な構成で、金型のサイクルタイムにさほど影響を与えることなく高精度でねじ入れ子の回転停止が行える回転停止制御システムを提供する。
【解決手段】雄ねじTeを有する燃料タンクTの成形金型に関し、雄ねじTe周りに正回転することにより燃料タンクTを離型させるねじ入れ子1と、このねじ入れ子1と一体的に回転するドグ7と、このドグ7を検知するセンサ8と、ねじ入れ子1の回転駆動源である油圧モータMと、を備え、ドグ7がセンサ8に検知されることにより、ねじ入れ子1が成形開始位置で回転停止する構成からなり、ねじ入れ子1を、前記成形開始位置よりも正回転側であって、雄ねじTeから外れる位置となるオーバーラン位置まで一旦、高速正回転させ、次いで、低速逆回転させて成形開始位置で回転停止させる制御システムとした。
(もっと読む)
中空成形装置
【課題】従来の中空成形装置は、4方向に設けた調整ねじを回して打込ノズルを成形金型の口金の中心位置に合わせていたので、操作者の熟練さを要し、その位置合わせにかなりの時間を要するという問題があった。
【解決手段】中空成形装置において、打込ノズル8を成形金型2のパーティングラインLの延長した線LE上に常時配置し、成形金型2を成形金型移動装置5によってパーティングラインLの延びる方向に移動自在として、打込ノズル8のパーティングライン方向の位置調整を成形金型2の移動によって行える構成とした。成形金型2の移動微調整だけによって、打込ノズルを金型の口金の中心位置に合わせる位置調整を容易にかつ短時間で行うことができる。
(もっと読む)
ブロー成形機の押出しヘッド
【課題】
解決しようとする課題は、ブロー成形においてパリソンのカール部の先端がブロー成形機の押出しヘッドのノズルの下面に付着して該パリソンの垂下が妨げられ、正常な成形ができないという点である。
【解決手段】
該ノズルの下面に温度降下体を取付けて、該温度降下体の下面、または該ノズルの下面に接触している該パリソンの先端の部分が、接触していない該先端の部分に比べて少なくし、更に該パリソンの該先端が該温度降下体の下面に付着する付着力を弱めて該パリソンの自重により該付着が容易に剥がれるようにすることにより前記課題を解決した。
(もっと読む)
型、一体ハンドルを備えた熱可塑性容器を吹き込み成形する方法および装置、ならびにそれで生産された容器
本発明は、一体ハンドルを備えた熱可塑性容器を吹き込み成形または吹き込み延伸成形によって生産するための型(1)に関する。本発明によれば、2つの型半部(5)は、横方向に接触面(8)まで移動することのできる2つのそれぞれのインサート(13)を備える。上述のインサート(13)はそれぞれ、2つの伸縮ピストン(14、15)、すなわち、前部スラスト面(16)を有する主ピストン(14)と、主ピストン内に収納されかつ曲線状の前部溶接面(18)を有する二次ピストン(15)とを有する。二次ピストンは、主ピストンが容器の2つの壁ゾーン(A)を互いに接触させた後で移動させられる。 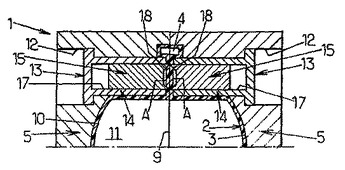 (もっと読む)
(もっと読む)
容器の延伸ブロー成形プラントのためのブロー成形ステーション及びそのような1つの組立体を備えるプラント
本発明は、上方を向く開口端部を有するプリフォームの延伸/吹込みのためのステーションに関する。発明のステーション(100)は、吹込型と、延伸ロッド(2700)と、延伸ロッド(2700)の移動を制御するための手段とを指示するブラケット(4000)を備える。上記制御手段は、:(i)アクチュエータ及び(ii)ローラ(4700)及び速度制御カム(200)を備え、上記ローラ(4700)が、延伸ロッド(2700)が吹込型に入るときに速度制御カム(200)と接触し、これにより延伸ロッド(2700)が吹込型に入る速度を制御する。本発明は、速度制御カム(200)が、吹込型の基部(800)の下に配置されていることを特徴とする。  (もっと読む)
(もっと読む)
ブロー成形用金型
【課題】 パリソンと外型のクリアランスを生じさせることなくパリソンを型締めすることができるブロー成形用金型を提供する。
【解決手段】 外型3は、型締め完了時においてパリソン20の段差部の軸方向の端面24、25に当接する当接面34、35を有し、型締め完了前において端面24、25と当接面34、35との間にクリアランスが形成されるように付勢部材6により当接面34、35が端面24、25から離れる方向に付勢されており、中子2は、外型3に向かって突起した突起部9を有し、外型3は、その内周面に突起部9が入り込む凹部10を有し、突起部9および凹部10は、互いに摺接可能な傾斜面をそれぞれ備え、型締めの途中で突起部9の傾斜面と凹部10の傾斜面とが摺接することにより、外型3が付勢部材6による付勢力に抗して移動し、型締め完了時にはクリアランスがゼロとなっている。
(もっと読む)
61 - 80 / 100
[ Back to top ]