
Fターム[4F208LW10]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形品の後処理、後加工 (792) | 熱処理 (128) | 加熱 (93) | 表面溶融 (5)
Fターム[4F208LW10]に分類される特許
1 - 5 / 5
コネクタパイプを有するブロー成形中空体及びその製造方法
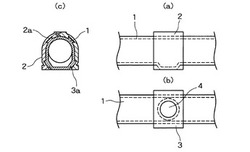
【課題】 コネクタパイプをホースへブロー成形により一体的的に成形する場合に、コネクタパイプとホースとの間の接続強度及び/又は気密性を向上させる技術を提供する。
【解決手段】 ホース1の外周を略リング状に取り囲む溶着座面補強部材2をホース1にブロー成形技術によりインサート成形させ、溶着座面補強部材2は通常平坦である溶着座面部3が設けられており、溶着座面部3にコネクタパイプ5の一端を溶着させる。溶着座面部3及びホース1には貫通穴が形成されており、該貫通穴を介してコネクタパイプ5はホース1と連通している。
(もっと読む)
熱可塑性プラスチック材料製中空体の製造方法と装置並びにそれによって製造された燃料タンク
熱可塑性プラスチック材料から中空体を製造する方法。この方法は、熱可塑性プラスチック材料から成る少なくとも二枚のウェブ状パリソン(1)を押し出し、該パリソンを製造すべき中空体の外形輪郭を少なくとも部分的に画定する成形キャビティを備えた成形金型(6)内に導入し、前記材料の第1成形プロセスで成形金型(6)内のパリソンをガス圧の加圧又は減圧操作の一方又は双方で成形する。中空体へと成形されて結合される少なくとも二枚のパリソン(1)を互いに時間的に順次連続して押し出し、これらパリソンを同時に成形することを特徴とする。  (もっと読む)
(もっと読む)
成形機

【課題】内容物充填前の成形品にゴミや異物が入らないような栓体をインサートした薄肉容器の製造装置に最適な成形機を提供する。
【解決手段】栓体をインサートした薄肉容器の製造装置において、金型202を備えた型締装置201と、上方の金型202に対してブローピンを昇降可能に設けた下打込装置151と、下方の金型202に対してパリソンを供給する押出機100とを具備した成形機101を設けた。これにより、栓体をインサートした薄肉容器を人手を介することなく一貫して最終製品化する製造装置を可能とした。しかも、パリソンを金型で挟んだあと即、吹込を開始できるので、成形サイクルを効果的に短縮することができる。
(もっと読む)
衝撃吸収体
【課題】対応し得る衝撃の幅が大きく、衝撃が人体に及ぼす影響を軽減でき、かつ斜めからの衝撃に対しても衝撃吸収性能が低下しない、熱可塑性樹脂のブロー成形体からなる衝撃吸収体。
【解決手段】後壁3に前壁2に向けて窪ませた截頭円錐形の凹状リブ5が形成されている。凹状リブ5の先端は前壁2の近傍に達し、前壁2に凹状リブ5の受け部が形成されている。受け部は前壁に向けて窪ませた環状の凹部6であり、凹部6は凹状リブ5の先端の周囲に配置されている。凹部6の先端6aは、凹状リブ5の先端5aの高さとほぼ同一又はそれより深く形成されている。ブロー成形体は密封されていることが望ましい。
(もっと読む)
ポリプロピレン系医療用ブロー容器
【課題】透明性や耐熱性(高熱滅菌性)及び柔軟性(排液性)や耐衝撃性などに優れ、製品中に揮発性炭化水素や低分子量成分及び不溶性微粒子が少なく衛生性に優れる、医療用容器を開発する。
【解決手段】条件(A−i)〜(A−iii)を満たすプロピレン系ブロック共重合体を用い、ブロー成形により成形された医療用容器。(A−i)メタロセン系触媒を用いて、第1工程でプロピレン単独又はエチレン含量7wt%以下のプロピレン系ランダム共重合体成分(A1)を30〜95wt%、第2工程で成分(A1)よりも3〜20wt%多くのエチレンを含有するプロピレン系ランダム共重合体成分(A2)を70〜5wt%逐次重合することで得られたプロピレン系ブロック共重合体である(A−ii)MFRが0.1〜10g/10分の範囲にある(A−iii)DMAにより得られる温度−損失正接曲線において、tanδ曲線が0℃以下に単一のピークを有する。
(もっと読む)
1 - 5 / 5
[ Back to top ]