
Fターム[4F208MH19]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の前処理、コンディショニング (717) | 機械的処理 (58) | 切断 (13)
Fターム[4F208MH19]に分類される特許
1 - 13 / 13
三次元成形用加飾シート及びその製造方法、並びに該加飾シートを用いた加飾樹脂成形品及びその製造方法
【課題】意匠性に優れるメタリック調を有し、かつ耐擦傷性に優れた加飾樹脂成形品を与える成形性に優れる三次元成形用加飾シートを提供する。
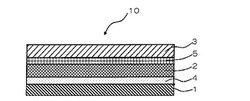
【解決手段】ベースフィルム上に、少なくとも、金属薄膜層及び表面保護層をこの順で有する三次元成形用加飾シートであって、金属薄膜層と表面保護層が直接接触して密着するか又はプライマー層を介して密着してなり、かつ該表面保護層が、ポリカーボネート(メタ)アクリレート及び/又はアクリルシリコーン(メタ)アクリレートを含む電離放射線硬化性樹脂組成物の硬化物からなる層であることを特徴とする三次元成形用加飾シートである。
(もっと読む)
印刷物の成型方法

【課題】中間層、受容層などを追加形成することなく、インク非吸収媒体に塗布されたインクの高さばらつきによる印刷物の描画(印字)品質の低下を防止することが可能な印刷物の成型方法を提供する。
【解決手段】インクを吸収しない非吸収性の媒体Sに描画インク45が塗布された印刷物の成型方法であって、媒体Sに塗布された描画インク45のガラス転移点(Tg)以上、且つ媒体Sの軟化点以上の温度を与えながら媒体Sを成型することを特徴とする印刷物の成型方法。
(もっと読む)
吸水性発泡成形品の製造方法
【課題】製造される吸水性発泡成形品の吸水率を従来の吸水性発泡成形品よりも向上させ得る吸水性発泡成形品の製造方法を提供すること。
【解決手段】連続気泡層を有する樹脂発泡シートの表面に樹脂フィルムをラミネートしたフィルム積層発泡シートに前記樹脂フィルム側から該樹脂フィルムを貫通して前記連続気泡層に至る複数の吸水孔を穿設する吸水孔形成工程と、該吸水孔の形成されたフィルム積層発泡シートを2次発泡させる2次発泡工程と、該2次発泡工程後のフィルム積層発泡シートを熱成形する熱成形工程とを実施する吸水性発泡成形品の製造方法であって、前記樹脂フィルムとして延伸フィルムを用いるとともに前記吸水孔の穿設においては、該穿設に用いる刃によって前記延伸フィルムの一部を破断させ、該破断した断片を吸水孔の底部に侵入させることを特徴とする吸水性発泡成形品の製造方法を提供する。
(もっと読む)
熱形成により任意の形状のコアを塗装するための方法、その実施のための自動機械及びそのような方法により得られた、仕上げられた製品
熱成形によって容器を製造するための方法および装置
ポリカーボネート樹脂成形体の製造方法、ポリカーボネート樹脂成形体、防眩製品および防護製品
【課題】 ポリカーボネート樹脂シートに保護フィルムを貼り合わせたままで熱曲げ成形しても良好な外観を有するポリカーボネート樹脂成形体の製造方法を提供すること。
【解決手段】 ポリカーボネート樹脂シートまたはポリカーボネート樹脂層を基材に形成した積層体の少なくとも片面に保護フィルムを貼り合わせる工程、
裁断または打ち抜きにより形状加工する工程、
加熱しながら曲げ加工する工程、を含むポリカーボネート樹脂成形体の製造方法で、
前記保護フィルムが、105℃以上130℃以下の融解ピーク(A)および160℃以上175℃未満の融解ピーク(B)の少なくとも2つの融解ピークを有し、これら融解ピークの面積比[(A)/(B)]が35/65以上80/20以下であるポリカーボネート樹脂成形体の製造方法。
(もっと読む)
車両座席背もたれ構造
本発明は、車両座席用の背もたれ構造(3)、及び車両座席用の背もたれ構造(3)を製造する方法に関する。背もたれ構造(3)は、背後パネル要素(2)及び背もたれフレーム要素(1)を有する。背後パネル要素(2)及び背もたれフレーム要素(1)は互いに固定される。背後パネル要素(2)又は背もたれフレーム要素(1)の少なくとも1つは熱可塑性の複合材料で設けられる。熱可塑性の複合材料は熱可塑性の合成材料及び補強材料を含む。熱可塑性の複合材料に対して、補強材料は50wt−%以上を占める。 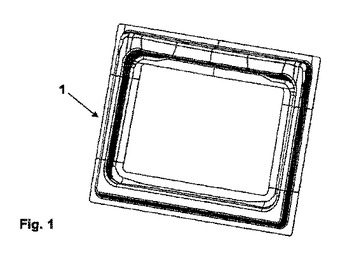 (もっと読む)
(もっと読む)
車両用電波透過カバーの製造方法
【課題】製造コストを効果的に低減させる。
【解決手段】最終の外形形状にトリミングしされた加飾体300の両面に透明樹脂層200と基材層400とを射出成形することでミリ波レーダ用カバー100が製造される。つまり、最終工程で外形形状をトリミングする必要がない。よって、例えば、フィルムの両面に透明樹脂層と基材層とを射出成形した後に、全体を削って(切断して)最終の外形形状にトリミングする製造工程が不要とされるので、製造工程が簡略化される。したがって、製造コストが効果的に低減する。また、ミリ波レーダ用カバー100の製品外周面をより綺麗に仕上げることができる。
(もっと読む)
中空体の製造方法及び中空体
【課題】シートのドローダウンを防止し、真空成形性を向上させることが可能な中空体の製造方法を提供する。
【解決手段】少なくとも2枚の熱可塑性樹脂シート1からなる中空体の製造方法であって、所定方向に遊動可能な一対の金型部材2を有する金型を用い、両金型部材は空気の吸引が可能な成形面22と、それを包囲する外周部(フランジ)を有し、前記金型部材間に熱可塑性樹脂シートを積層して、供給する供給工程と、熱可塑性シートを加熱する加熱工程と、金型部材を相対的に近づけて、加熱された各熱可塑性樹脂シートを金型部材の外縁部21間で一緒に加圧して、各シートを外縁部一体化させる型締め工程と、成形面から空気を吸引しつつ、可塑性樹脂シート間に形成される空間31に空気を送り込み、成形面に対向する各熱可塑性樹脂シートを成形面に追従させ、所定形状に賦形する賦形工程と、を有し、熱可塑性樹脂シートは発泡シートであることを特徴とする。
(もっと読む)
端止め部材、その前駆体及びその製造方法並びに端止め部材の形成と部材層の加締めとを同時に行なう方法
【課題】 特定分野に使用される端止め部材を新規な方法で製造するとともに、その端止め部材が完成される前段階にある前駆体を使用してその前駆体から端止め部材を形成すると同時に部材層を加締める。
【解決手段】 可塑性合成樹脂製のテープ又はシート状基材1を準備する第一工程と、その基材を所定間隔離して複数個所で断ち切って複数個の括れ部10を形成する第二工程と、その基材を上下金型3、4間に供給する第三工程と、前記基板の括れ部の存在しない部位に絞り成形を施して外周面S3が先端にゆくにつれて縮径されている短筒部12を複数形成する第四工程とを経て端止め部材9用の前駆体13を作る。この前駆体の短筒部を部材層29の透孔24に挿入して加締める。
(もっと読む)
少なくとも2つのプレプレグ層を備える積層板からのFCパリソンの製造方法及びこの方法を実施するための製造装置
本発明は積層板(40)から少なくとも2つのプレプレグ層を有する繊維強化複合材料プリフォームを製造するための方法、及びこの方法により繊維強化複合材料要素を製造するために半製品を変形する製造装置に関する。方法は、運動機構により型枠に対して移動自在な第1の挟持装置(16)に積層板(40)の少なくとも1つの第1の端部区域(44)を挟持し、且つ第1の端部区域の反対側に位置される積層板(40)の第2の端部区域(44)を別の挟持装置に挟持する工程と、第2の挟持装置(17)に対して第1の挟持装置(16)により、挟持装置間に位置される積層板(40)の領域を横断して引張応力(F)を作用させると同時に第1の挟持装置(16)を所定の位置まで第2の挟持装置から離間する方向に移動させる工程とを含む。所定の位置において、丸みを帯びた表面領域(58、59)は、その長手方向にて視認されるように、第1の挟持装置(16)及び第2の挟持装置(17)の間にて積層板(40)に湾曲部を形成する。  (もっと読む)
(もっと読む)
どんぶり型紙製容器
【課題】 どんぶり型紙製容器及びその製造方法を提供する。
【解決手段】 一枚の板紙原紙から深絞り成形によって形成される紙製容器であって、底面部と、該底面部に接続する側壁部と、該側壁部の上端位置にブリムとを備え、容器開口内径対容器高さの比率が1.5:1〜2.5:1であることを特徴とするどんぶり型紙製容器。
(もっと読む)
樹脂成形品の製造方法
【課題】 樹脂シート材を深絞り成形することによって得られる成形品が、偏肉成形品となることを効果的に防ぎ、必要最低限の材料から、所望の強度を有する製品を高精度に製造する。
【解決手段】 ブロー成形機ヘッドからパリソンを押出し、パリソンの任意の場所をカットして複数の平板50a、50bとする。そして、各平板50a、50b同士を融着させることにより、必要な位置に局部的に肉厚の厚い部分を有する平板を形成する。また、この際、必要に応じ、ブロー成形機ヘッドのパリソンコントロール機能によりパリソンの肉厚に変化を与えることで、さらに多用な肉厚分布を平板に与えることが可能となる。そして、必要な位置に局部的に厚肉部を形成した平板を、真空金型にセットして真空成形を行う。
(もっと読む)
1 - 13 / 13
[ Back to top ]