
Fターム[4F209AH51]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 用途物品 (3,361) | 家具、家庭備品(←照明具、掃除機) (6)
Fターム[4F209AH51]に分類される特許
1 - 6 / 6
エンボス模様を有する長尺材の製造方法
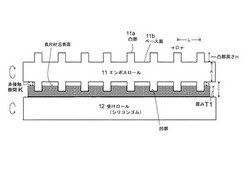
【課題】高温加熱されたロールとの当たりよる欠陥を発生させることなくシート生地表面にエンボス模様を効率的に形成させることができる長尺材の製造方法を提供する。
【解決手段】加熱されたエンボスロール11とその受けロール12と間に、長尺材Sを通過させてエンボスロールのベース面11bから立設するように形成された凸部11aを長尺材S表面を押圧することによって、長尺材表面にエンボス模様を形成させる長尺材の製造方法であって、
長尺材がエンボスロール11を通過する際にエンボスロールのベース面が長尺材表面に接触しないようにする。
(もっと読む)
化粧シート及びその製造方法

【課題】光沢が低減された化粧シートを提供する。
【解決手段】基材2上に、少なくとも、印刷層3と、透明樹脂層5とを順に有し、該透明樹脂層側の最表面にレンズ形状9を形成してなることを特徴とする化粧シート1、並びに基材2上に、少なくとも、印刷層3と、透明樹脂層5とを順に有する積層シートの透明樹脂層側の最表面に、凹レンズ形状9を有するエンボス版を用いて、凸レンズ形状を転写することを特徴とする該化粧シート1の製造方法。
(もっと読む)
表面に凹凸模様を有する化粧シートおよびその製造方法
【課題】単色ベタの状態であっても、表面の凹凸のみで絵柄表現や艶表現を含めた優れた凹凸感を表現した、表面に凹凸模様を有する化粧シート及びその製造方法を提供すること。
【解決手段】表面に凹凸模様を有する化粧シートであって、前記凹凸模様は、その凹凸が段階的な深さを有し、かつ、その凹凸が段階的な間隔を有してなり、前記段階的な深さは、その算術平均高さ(「Ra」JIS B 0601:2001)の最大差が20μm以上あり、前記段階的な間隔は、その要素の平均長さ(「Psm」JIS B0601:2001)が500μmの前後で最大差が100μm以上あることを特徴とする。
(もっと読む)
合成樹脂表皮材の製造方法
【課題】合成樹脂シートに対する絞転写性が高く、合成樹脂シートに連続的に絞付け加工するのに好適な合成樹脂表皮材の製造方法を提供する。
【解決手段】回転自在に設けられた第1の絞付エンドレスベルト10と、回転自在に設けられた第2のエンドレスベルト12と、加熱盤18と、加熱プレス盤22と、冷却盤20と、冷却プレス盤24を備えている。第1の絞付エンドレスベルト10と第2のエンドレスベルト12との間に合成樹脂シート30を搬送し、加熱プレス盤22と加熱盤18との間で合成樹脂シート30を挟圧して絞押する絞押工程と、絞押工程を経た合成樹脂シート30を冷却プレス盤24と冷却盤20との間で冷却する冷却工程とを有し、絞押工程と前記冷却工程を順次連続的に行う。
(もっと読む)
パイプ成形品の製造方法
【課題】欠陥の少ない湾曲部を備えたパイプ成形品を製造する。
【解決手段】パイプ成形品10は、発泡体14をなす発泡原料を樹脂パイプ12の中空部12aに注入する注入工程と、樹脂パイプ12の中空部12aに注入した発泡原料を発泡硬化させて、該樹脂パイプ12の中空部12aに発泡体14を生成する発泡体生成工程と、発泡体14を充填した樹脂パイプ12を加熱して、該樹脂パイプ12を軟化する加熱工程と、この加熱工程で軟化した樹脂パイプ12を曲げて、湾曲部10aを形成する曲げ工程とを経て製造される。
(もっと読む)
化粧板の製造方法
【課題】繊細な凹凸形状を有し、高級感のある緻密な賦型をすることができ、離型性に優れ、被賦型体に含まれるパール顔料等の意匠性付与顔料が脱離することなく、化粧板の装飾性に不具合が生じず、また、繰り返し使用しても、被賦型から脱離した意匠性付与顔料による鏡面金属板及び賦型シートの表面の汚れない化粧板の製造方法を提供すること。
【解決手段】基材上に表面賦型層を有する賦型シートを用いて、被賦型体に賦型する化粧板の製造方法であって、被賦型体が意匠性付与顔料を含有し、表面賦型層が反応性シリコーンを含む電離放射線硬化性樹脂組成物を架橋硬化したものであることを特徴とする化粧板の製造方法である。
(もっと読む)
1 - 6 / 6
[ Back to top ]