
Fターム[4F209AR09]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 調整制御量(制御の対象) (800) | 速度 (37) | 回転速度(←回転数) (9)
Fターム[4F209AR09]に分類される特許
1 - 9 / 9
ローラー式インプリントシステム
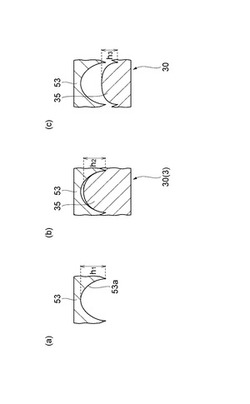
光学部材の製造方法
【課題】光学部材の凹凸形状をより簡易に決定するための光学部材の製造方法を提供すること。
【解決手段】転写型53の形状を異なる転写率(h3/h1)で転写することにより、互いに異なる凹凸形状を有する複数の光学部材試作品30を成形するステップと、複数の光学部材試作品30それぞれの光学特性を評価するステップと、光学特性に基づいて光学部材の凹凸形状を決定するステップと、光学部材試作品30を成形する際に使用される転写型53の形状を、決定された凹凸形状に対応する転写率で転写することにより、光学部材を成形するステップと、を含む、光学部材の製造方法。
(もっと読む)
光学フィルムの製造方法

【課題】広幅、薄膜、長尺の光学フィルムを高速巻き取りにより製造したときに、巻取り時に発生する、巻緩み、巻ズレ、馬の背故障及び保存時に発生する転写、クッッキ等の故障を低減した光学フィルムの製造方法の提供。
【解決手段】両端部にナーリングを付与しながら光学フィルムを巻取り軸に巻き取りロール体とする光学フィルムの製造方法において、前記光学フィルムの前記巻取り軸への巻き取りは、前記ロール体の巻長と軸回転数を測定し、前記測定した情報に基づき、前記巻取り軸に巻き取られ前記光学フィルムの間隙を、前記ナーリングの高さを変えながら制御することを特徴とする光学フィルムの製造方法。
(もっと読む)
異方性拡散フィルムの製造方法及び異方性拡散フィルム
【課題】簡易な方法により、安価で優れた異方拡散性能を発現する異方性拡散フィルムを製造できる方法を提供する。
【解決手段】厚さが10μm〜300μmである二軸延伸シンジオタクチックポリスチレン(SPS)フィルムを、加圧ロール11と研磨ロール12の間で挟持することにより、フィルムの表面に、表面粗さが0.2μm〜1μmである凹凸を設ける。
(もっと読む)
樹脂段ボール板の罫線形成装置
【課題】長尺状の罫線であっても、効率的に罫線を形成する。また、加熱ローラを使用して罫線を形成する場合には、樹脂段ボール板に対する加熱ローラの移動量と該加熱ローラの回転量を等しくして回転抵抗が発生するのを回避し、罫線周縁の樹脂段ボール板が破断するのを防止する。
【解決手段】テーブル上に載置された樹脂段ボール板に対して罫線ローラを圧接しながら二次元方向へ移動して折り目になる罫線を形成する罫線形成装置において、罫線ローラには、樹脂段ボール板に対する罫線ローラの移動速度に同期した回転速度で回転する電動モータを駆動連結する。
(もっと読む)
樹脂シートの製造方法および樹脂シートの製造装置
【課題】長尺状の樹脂シートの一方の主表面上に連続的に形成される微細形状の寸法をインラインで計測し、その計測結果をインラインで製造条件にフィードバックすることにより、高精度な成形品を提供することが可能な製造方法を提供する。
【解決手段】連続的に樹脂シートに微細形状を形成し、形成した微細形状を計測し、計測結果をあらかじめ記憶させた判断基準と比較することにより、樹脂シートやロール金型の動作条件を補正する。これらの工程を連続的に繰り返すことにより、生産ラインを止めずに、形成される微細形状の寸法を調整する製造方法。
(もっと読む)
樹脂シートの製造方法及び装置
【課題】比較的厚肉の樹脂シートの場合であっても、成形後の板反りが小さく、所望の断面形状を得ることができ、特に、各種表示装置の背面に配される導光板や各種光学素子に使用するのに好適な樹脂シートの製造方法を提供する。
【解決手段】ダイ12押し出したシート状の樹脂材料14を周速度V1で回転する型ローラ16と型ローラに対向配置されるニップローラ18とで挟圧し、型ローラ表面の凹凸形状を樹脂材料に転写し、転写後の樹脂材料を型ローラに対向配置される剥離ローラ24に巻き掛けることにより型ローラより剥離し、剥離ローラの下流において、樹脂材料を周速度V1の102〜107%の周速度V2で回転する第1ドローローラ32と第1ドローローラに対向配置される第2ドローローラ34とで挟圧しながら搬送する。
(もっと読む)
凹凸状シートの製造方法及び製造装置
【課題】本発明は、シート状体の凹凸ローラによる凹凸の転写形状を均一にできる凹凸状シートの製造方法及び製造装置を提供する。
【解決手段】本発明のエンボスシートの製造装置10では、エンボスローラ13の回転速度をロータリエンコーダ21によって検出し、検出されたエンボスローラ13の回転数に基づき、エンボスローラ13のモータ20を、モータドライバ22を介してコントローラ23により制御することにより、シートWの走行速度を制御する。これにより、エンボスローラ13とシートWとの間でスリップが生じないようにエンボスローラ13の回転速度を高精度に制御可能なので、塗布液Fによる樹脂層の膜厚が変動した場合であっても、シートWのエンボスローラ13による凹凸の転写形状を均一にできる。
(もっと読む)
賦形シート成形装置およびその回転位相差制御方法
【課題】両面賦形シートの表裏の賦形位相を精度よく合わせ、機構自らの持つ賦形精度を乱すような機械的繰返し変位を吸収して高精度な両面賦形シートを生産できるようにすること。
【解決手段】第2賦形ロール11を軸方向に移動させる位相調整手段(33、43)と、賦形シート成形装置によって成形された両面賦形シート100の表面の賦形形状を検出する上側賦形形状検出器74と、両面賦形シート100の裏面の賦形形状を検出する下側賦形形状検出器75と、上側賦形形状検出器74の検出信号と下側賦形形状検出器75の検出信号とを比較し、両面賦形シート100の表面の賦形形状と裏面の賦形形状との賦形位相差をシート幅方向について算出する表裏面移送差演算手段76と、表裏面移送差演算手段76より賦形位相差を表す位相差値信号を入力し、位相差がゼロになるように位相調整手段(33、43)へ指令を出力する位相合わせ制御処理手段77とを設ける。
(もっと読む)
1 - 9 / 9
[ Back to top ]