
Fターム[4F211AB07]の内容
プラスチック等のライニング、接合 (31,000) | 添加剤、配合剤 (311) | 機能を特定したもの (195) | 加工性改善剤(←可塑剤、粘着防止剤、滑剤、内部離型剤) (8)
Fターム[4F211AB07]に分類される特許
1 - 8 / 8
絞りしごき缶被覆用フイルム
【課題】 2ピース缶用のラミネートフィルムとして適用できる、製缶における成形加工性に優れかつ飲料のフレーバー性に優れた金属ラミネート用フィルム、フィルムラミネート金属板及びフィルムラミネート金属容器を提供することにある。
【解決手段】 熱可塑性ポリエステルA層及びポリエステルB層の二層構成よりなる熱可塑性ポリエステルフィルムであり、ポリエステルA層がエチレンテレフタレート成分およびエチレンイソフタレート成分からなる共重合ポリエステルを主体とし、粒径3〜5μmの不活性粒子を0.50〜1.50重量%含有する事を特徴とし、金属との貼り合せ面側となるポリエステルB層がポリエステルA層と同様の樹脂組成であり且つ、粒径3〜5μmの不活性粒子含有量が0.4重量%以下である事を特徴とする絞りしごき缶被覆用フイルムであって、金属基体上に貼り合わせて存在するフイルムをその融点以上の熱によって再溶融(所謂リメルト処理)し急速に冷却させ製缶加工した後の、150℃環境下で2kgの荷重をかけた鋼球を滑走子とする該フイルム表面の動摩擦係数が0.20以下である事を特徴とする絞りしごき缶被覆用フイルム
(もっと読む)
焼結多孔性構造物及びその製法
多孔度の非常に高い構造物を製造する簡単で安価な方法を提供する。この方法は、構造物の所望の強度、多孔性、孔構造を与える複数の要素で構造物を製造することと、それから要素を共に焼結して構造物を得ることを含む。更に、焼結された非球形要素からなる新規な焼結された多孔性構造物を提供する。特定の実施形態においては、成形されたグリーン要素及び多孔性構造物が同時に焼結される。更に、焼結された非球形要素からなる新規な焼結された多孔性構造物を提供する。  (もっと読む)
(もっと読む)
可塑剤含有熱活性化フィルムの接着
重合体フィルム、可塑剤および基質を含有する製品が包含される。前記フィルムを前記基質に接着させる方法に可塑剤の使用を包含させることにより、前記可塑剤が存在しない時に要求されるであろうそれよりも低い温度および短い結合時間を用いて耐久性のある接着が得られる。 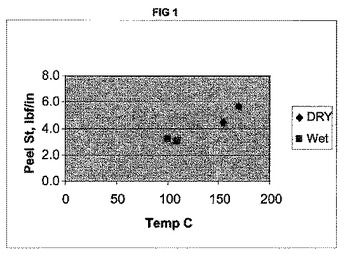 (もっと読む)
(もっと読む)
管状導管を被覆するためのポリアミド成形材料の使用
インライナーを管または管状導管内に導入するための方法であって、このインライナーの外径は、管または管状導管の内径より大きく、およびこのインライナーの断面は、外力の作用によって導入前に減少される、インライナーを管または管状導管内に導入するための上記方法において、このインライナーは、PA11でないポリアミドを少なくとも50質量%含有するポリアミド成形材料からなる。前記のポリアミドの復元挙動は、このために通常使用されるポリエチレンに類似している。 (もっと読む)
ポリマー材料の溶接及びこれによって形成された構造物
本発明は、ポリマー材料の溶接及びそのような溶接によって形成された構造物に関する。この材料は、好ましくは、1種又はそれ以上の熱可塑性ポリオレフィン及び1種又はそれ以上のエラストマーのブレンドである熱可塑性材料である。一つの好ましい溶接技術は振動溶接である。  (もっと読む)
(もっと読む)
レーザ溶着用樹脂組成物及び成形品
ポリブチレンテレフタレート(PBT)をベースとしながらも、均一に溶着可能であり、高い溶着強度を有するレーザ溶着用PBT系樹脂組成物、及び成形品を提供する。
レーザ溶着性樹脂組成物は、ポリブチレンテレフタレート系樹脂(ホモポリエステル又はコポリエステル)(A)100重量部に対して、ポリスチレン系熱可塑性エラストマーやポリエステル系熱可塑性エラストマーなどのエラストマー(B)1〜50重量部と、ポリカーボネート系樹脂(C)5〜100重量部と、可塑剤(芳香族多価カルボン酸エステル、アクリル系可塑剤など)(D)1〜10重量部と、ガラス繊維などの充填剤又は補強剤(E)0〜100重量部を含む。この樹脂組成物で成形品を調製すると、前記成形品の部位による光線透過率の変動幅が小さい。そのため、相手材と均一にレーザ溶着できる。  (もっと読む)
(もっと読む)
床材同士の溶接方法およびそれに用いる溶接棒

【課題】 床材同士の溶接にあたり、床材と同一の色合をもつ溶接棒を選択しなくても、床材の溶接継目が目立たない新規な溶接方法およびそれに用いる新規な溶接棒の提供。
【解決手段】 少なくとも表層が合成樹脂層である床材同士を溶接棒を用いて溶接するに当り、前記床材の表層合成樹脂層が溶接棒を埋めるために削り取るに適した溝の深さよりも厚い層とし、溶接棒は無色透明な合成樹脂組成物とすることを特徴とする床材同士の溶接方法およびそれに用いる溶接棒。
(もっと読む)
加硫ゴム成形体圧入液

【課題】 液剤調製後のポットライフが長く、しかも、塗布作業性が良好でさらには、所定接着力発現までの加硫ゴムリング体の金属部材間結合力を確保できる加硫ゴム成形体圧入液を提供すること。
【解決手段】 金属部材12、14間に加硫ゴム成形体18を圧入する場合に使用する加硫ゴム成形体圧入液。プロセスオイルとウレタン系接着剤とを必須成分とする。ウレタン系接着剤が湿気硬化型であるとともに、プロセスオイルがパラフィン系である。
(もっと読む)
1 - 8 / 8
[ Back to top ]