
Fターム[4F211SP20]の内容
プラスチック等のライニング、接合 (31,000) | ライニング処理操作 (815) | 加圧(←圧着) (510) | 内部応力の解放素子を用いるもの (6)
Fターム[4F211SP20]に分類される特許
1 - 6 / 6
細長い物品の製造
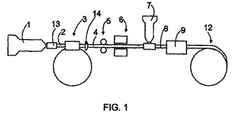
【課題】プラスチックの外層を有するコアを成形することと、前記コアとの間に隙間を与えるようにして、このコアにシームレスの金属層を押し出し成形することと、前記金属層を冷却することと、前記金属層の内面に前記コアの外面を接触させることとを具備する、細長い物品を製造する方法を提供する。
【解決手段】最初に、外面がプラスチックからなるコアが成形されるように、細長い物品が、成形される。次に、管状の金属層4が、シームレスであるように押し出し成形される。金属層42が押し出し成形されるとき、隙間16が、金属層とコアとの間に与えられる。金属層4が冷却された後に、コア2の外面は、金属層4の内面に接触される。接着作用が、これらコアと金属層との間に与えられ、そして、これらコアと金属層とを一緒に圧縮する永久的な圧縮力が、与えられる。
(もっと読む)
円筒管内周面へのフッ素樹脂被膜の形成方法及び該方法により得られる内周面フッ素樹脂被覆円筒管

【課題】 種々の径の円筒管の内周面へフッ素樹脂被膜を均一且つ容易に形成することができるとともに、被膜形成対象となる円筒管の回転を不要とするフッ素樹脂被膜の形成方法及び該方法により得られる内周面フッ素樹脂被覆円筒管を提供すること。
【解決手段】 円筒管内周面にフッ素樹脂被膜を形成する方法であって、フッ素樹脂からなる熱膨張性チューブをその両端が該円筒管から突出するように該円筒管に挿通し、前記熱膨張性チューブが挿通された該円筒管の両端を被覆体で被覆して前記フッ素樹脂の融点未満の温度で加熱し、冷却した後に前記被覆体を取り外し、更に前記融点以上の温度で加熱し、該チューブを前記円筒管内周面に融着固定して被膜形成することを特徴とする円筒管内周面へのフッ素樹脂被膜の形成方法とする。
(もっと読む)
ポリエーテルおよび裏打ちにおけるその使用
受部材(例えば、ボア)に圧縮された構成要素(例えば、管)を取り付ける方法。この方法は、100℃以上のガラス転移温度(Tg)を有する重合体材料(例えば、ポリエーテルエーテルケトン)から製造されている選択された構成要素を圧縮する工程と、圧縮された構成要素を受部材内の所定の場所に配置する工程と、圧縮された構成要素を圧縮された構成要素が膨張する条件、例えば、温度または圧力に置く工程と、を含む。 (もっと読む)
既設管内周面の部分補修工法
【課題】 臭いがなく、通常の補修用装置を用いて短時間に補修ができる既設管内周面の部分補修工法を提供する。
【解決手段】 既設管を内側から補修する補修用管が、予め縮径され形状回復温度において膨径する形状回復性を有する熱可塑性樹脂材料により成形され、上記補修用管の長さが損傷個所以上の長さとされ、補修用管両端部外周面にそれぞれ環状止水パッキンが装着され、補修用管を既設管内に挿入して止水パッキン同士の間に損傷個所がくる位置に補修用管を配置し、補修用管を形状回復温度まで加熱して膨径させ、補修用管を既設管の内周面に圧接して上記環状止水パッキンを既設管内周面に密接する。
(もっと読む)
加熱膨径管、加熱膨径管の製造方法及び既設管路の更生工法
【課題】 凹入変形された加熱膨径管を所定の温度で原管の形状に形状復元したあと、更に加熱するのみで加圧することなく膨径する加熱膨径管とその製造方法、及びその加熱膨径管を用いて安価に且つ容易に老朽化した既設管路の内周面をライニングする既設管路の更生工法を提供する。
【解決手段】 熱可塑性合成樹脂管が所定の縮径変形温度で縮径変形され、縮径変形された管の管壁が縮径変形温度より1℃〜25℃低く且つガラス転移温度若しくは融点より高い形状回復温度で管軸に沿って凹入変形され、管を昇温させた時に、上記形状回復温度において円形形状に形状復元し、縮径変形温度において管径が3%以上膨径する。
(もっと読む)
シリコーン成形体及びその使用方法
【課題】 手すり等への取り付け作業や取り外し作業を簡略化でき、いったん被装着体に被着させた後、簡易に剥離し、再使用することが可能なシリコーン成形体を提供する。
【解決手段】 本発明のシリコーン成形体1は、シリコーンゴム弾性体と熱可塑性樹脂とを含み、少なくとも一部が加熱延伸された状態で、被装着体の装着に供されるものであり、主収縮方向の両端部1X、1Yには、被装着体に装着する際に互いに重なる位置に、一対又は複数対の貫通孔10A、10Bが形成されており、該貫通孔に固定具40の少なくとも一部を嵌め込むことで、被装着体に装着する際に、重なり部分が固定されることを特徴とする。
(もっと読む)
1 - 6 / 6
[ Back to top ]