
Fターム[4F211TC01]の内容
プラスチック等のライニング、接合 (31,000) | 接合の部位 (2,109) | 面の接合 (1,190)
Fターム[4F211TC01]の下位に属するFターム
Fターム[4F211TC01]に分類される特許
281 - 283 / 283
ポリオレフィンから成形された物品を他の熱可塑性樹脂から成形された物品にレーザー溶接するための方法、およびそれから作製された溶接物品
ポリオレフィン組成物を異なる熱可塑性樹脂にレーザー溶接するための方法が開示される。かかるポリオレフィン組成物が、ポリオレフィンと改質ポリオレフィンとの全重量に基づいて、第1のポリオレフィンを80〜99重量パーセントと、(カルボン酸、カルボン酸無水物、および/またはエポキシ基で改質された)第2のポリオレフィンを1〜20重量パーセントとを含む。これらの組成物が、例えば、ポリアミドおよびポリエステルにレーザー溶接され得る。難燃剤、耐衝撃性改良剤等の添加剤が、通常の量において混入されてもよい。さらに、黒色着色剤もまた、レーザー溶接のために透明な物品の成形にこれらの組成物中で使用するために選択されてもよい。これらの方法を用いて製造されたレーザー溶接物品もまた企図される。  (もっと読む)
(もっと読む)
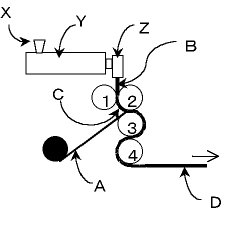
ポリオレフィン積層多孔性フィルムの製造方法およびポリオレフィン積層多孔性フィルム
【課題】
機械的強度、通気性および層間接着性に優れた、ピンホールのないポリオレフィン積層多孔性フィルムを製造する方法を提供する。
【解決手段】
2枚の樹脂フィルムを熱圧着するための一対の成形工具であって、各々の成形工具が他方の成形工具の熱圧部との間でフィルム同士を重ね合わせ、加圧して接着する熱圧部を有する成形工具を用いて、メルトインデックスが0.1g/10分以下であるポリオレフィン樹脂100重量部に対し、充填剤を80〜300重量部含むポリオレフィン樹脂組成物からなる1層以上の層からなる2枚のフィルムを前記成形工具の熱圧部間で熱圧着して積層することによりポリオレフィン積層フィルムを形成し、該ポリオレフィン積層フィルムを延伸することにより該ポリオレフィン積層フィルムに微細孔を形成して多孔性フィルムとするポリオレフィン積層多孔性フィルムの製造方法であって、前記積層の際に、前記各成形工具の熱圧部の表面温度を、ポリオレフィン樹脂の融点よりも5〜25℃高い温度に調節するポリオレフィン積層多孔性フィルムの製造方法。
(もっと読む)
樹脂の溶着方法および樹脂の溶着装置

【課題】樹脂製の筒状部材の端縁周囲と、樹脂製のシート面とを容易に溶着することができ、溶着部分の強度も従来の溶着よりも優れている樹脂の溶着方法および樹脂の溶着装置を提供することを目的とする。
【解決手段】筒状部材を、ガイド部材の筒穴内に、一端部が筒穴内からはみ出るように装着し、樹脂シートを、前記筒状部材の内部に挿入可能な大きさの芯棒が出没自在な芯棒出没口を設けた樹脂シート取付部材に取り付け、前記芯棒出没口から芯棒を突出させて筒状部材に挿入し、前記ガイド部材と樹脂シート取付部材とを相対移動させることで、筒状部材の一端部を前記樹脂シートに当接させ、前記ガイド部材および/または樹脂シート取付部材に設けた溶融手段により、前記筒状部材と樹脂シートとの当接部分を溶着させるようにした構成とした。
(もっと読む)
281 - 283 / 283
[ Back to top ]