
Fターム[4F211TC01]の内容
プラスチック等のライニング、接合 (31,000) | 接合の部位 (2,109) | 面の接合 (1,190)
Fターム[4F211TC01]の下位に属するFターム
Fターム[4F211TC01]に分類される特許
141 - 160 / 283
フィルタ及びその製造方法
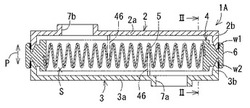
【課題】溶着バリの発生を抑制して溶着部及びバリ溜を必要最小限として小型化を図り得るフィルタを提供する
【解決手段】本フィルタ1Aは、互いに突き合されて濾過室Sを形成する合成樹脂製の第1ケース部材(上部ケース部材2)及び第2ケース部材(下部ケース部材3)と、濾材5と、該濾材の周縁部を保持し且つ前記第1ケース部材及び前記第2ケース部材のそれぞれの突合せ端部2b,3bの間に挟持される合成樹脂製の保持枠6と、を有するフィルタエレメント4と、を備え、前記第1ケース部材及び前記第2ケース部材のうちの少なくとも一方のケース部材の突合せ端部と前記フィルタエレメントの保持枠との間の突合せ方向Pに延びる接触面部にはレーザ光による溶着部w1,w2が設けられている。
(もっと読む)
樹脂接着方法

【課題】接着性に優れた樹脂接着方法を提供すること。
【解決手段】ポリエステル樹脂2とエポキシ系接着剤3とを接着する方法。ポリエステル樹脂2の表面201から3〜10nmの厚み分の表面層21を選択的に除去した後の接着表面202に、エポキシ系接着剤3を接着する。表面層21は、ポリエステル樹脂2の表面201から4〜6nmの厚み分の層であることが好ましい。また、アニーリング処理した後のポリエステル樹脂2とエポキシ系接着剤3とを接着する方法であることが好ましい。
(もっと読む)
透明な積層体の製造方法及びその製造装置
【課題】
減圧下で連続的に貼合する積層体の製造方法において、気泡の混入を精度よく検出して、欠陥品の発生を最小限にすることができる製造方法を提供することにある。
【解決手段】
透明な積層体を製造する方法であって、少なくとも2つの帯状体を連続的に貼合して積層体を得る工程と、連続走行する積層体に光を照射し該積層体を透過した全透過光に対する拡散光成分の比率を測定する工程とを少なくとも有し、少なくとも前記2つの工程が減圧下で行われる積層体の製造方法。
(もっと読む)
樹脂部材の接合方法及びその接合構造
【課題】 第1樹脂部材と第2樹脂部材との間の相対位置を適切に保持することができ、接合品質を向上させることができる樹脂部材の接合方法とその接合構造を提供する。
【解決手段】 樹脂部材の接合方法は、バンパーフェース1に当接部1cと受止め部1d,1eとを予め形成すると共に、オーバーフェンダー20の接合片21に係合部21cと受止め部21d,21eとを予め形成し、バンパーフェース1のスリット孔12にオーバーフェンダー20の接合片21を挿入して、バンパーフェース1の受止め部1d,1eと接合片21の受止め部21d,21eを当接させ且つ接合片21の係合部21cをバンパーフェース1の当接部1cに係合させた状態で、スリット孔12から突出する接合片21をバンパーフェース1の接合部へ折り曲げて、接合片21の折り曲げ部21bをバンパーフェース1の接合部に超音波溶着器で溶着する。
(もっと読む)
ラミネート装置
【課題】製造する被ラミネート体の形状及び大きさに関わらず、被ラミネート体を常に均一に加熱することができ、多種多様の被ラミネート体を適切に製造可能なラミネート装置を提供する。
【解決手段】被ラミネート体を加熱及び挟圧するラミネート装置のヒータ盤35の内部に複数のヒータ41(41A、41B)を設けると共に、前記ヒータ盤35の上面を分割した複数の加熱領域の一部又は全部に温度センサ42を夫々設け、制御装置43が前記温度センサ42の測定結果に基づいて、前記複数のヒータ41を個別に制御するように構成する。
(もっと読む)
透明樹脂溶着方法
【課題】安定した溶接強度や溶接品質を可能にした透明樹脂溶着方法を提供する。
【解決手段】接合前処理工程におけるレーザ光吸収材料3の単位面積当たりの入熱量は、接合本工程におけるレーザ光吸収材料3の単位面積当たりの入熱量より小さくなっている。このような条件下の接合前処理工程において、第1及び第2の樹脂部材1,2にレーザ光吸収材料3が馴染むように、第1又は第2の樹脂部材1,2を透過したレーザ光がレーザ光吸収材料3に照射される。このような馴染み処理を行った後、入熱量を大きくした状態で、レーザ光をレーザ光吸収材料3に再照射して接合本工程を行うと、馴染ませ工程で達成されたレーザ光吸収材料3の略均一な分布によって、接合本工程において深さ方向及び幅方向で均一な加熱が行われ、これによって強固で且つ確実な溶接が達成される。
(もっと読む)
樹脂とレーザー光線透過性着色剤とを含み、0.5〜1.2の透過率比(Tレーザー透過用黒色樹脂/T自然樹脂)を有するレーザー溶着用樹脂組成物。
【課題】レーザー溶着用に適した新規な樹脂組成物を提供することを目的とする。
【解決手段】樹脂とレーザー光線透過性着色剤とを含む、レーザー溶着用樹脂組成物であって、レーザー溶着用樹脂組成物は、レーザー光線透過性黒色着色剤を含有する状態での940nmのレーザー光に対するレーザー透過率をTレーザー透過用黒色樹脂、樹脂単独での940nmのレーザー光に対するレーザー透過率をT自然樹脂としたとき、Tレーザー透過用黒色樹脂/T自然樹脂が0.5〜1.2であり、レーザー光線透過性黒色着色剤が、アントラキノン染料またはモノアゾ錯体染料を含むことを特徴とするレーザー溶着用樹脂組成物である。
(もっと読む)
圧着装置
【課題】基材と、連結ライン部を有する表皮とを、連結ライン部を正確に位置決めした状態で容易かつ正確に圧着することができる圧着装置を提供する。
【解決手段】固定の下型21と、その下型21に対して開閉される上型23とよりなり、両型21,23間において基材42と、複数の表皮片43a,43bを連結ライン部44にて連結してなる表皮43とを圧着するように構成する。下型21には、表皮43の連結ライン部44を所要位置に位置決めするための位置決め機構25を、連結ライン部44に作用する位置決め位置P1と、そこから退避する退避位置P2との間で移動可能に配置する。位置決め機構25には、表皮43の連結ライン部44に沿って延びるエッジ29aを有するブレード29を設ける。
(もっと読む)
レーザープラスチック溶着のための自動パーツフィードバック補償
【課題】 レーザー源を制御するためのフィードバック制御システムを提供する。
【解決手段】 本フィードバック制御システムは、レーザーエネルギーを出力するレーザー源とレーザーエネルギーを検出する光センサーを含む。光センサーは、レーザーエネルギーの測定量に応じて測定信号を出力する。本システムは、さらに、レーザーエネルギーを受け、該レーザーエネルギーを所定位置に向ける光デバイスを含む。光デバイスは、レーザーエネルギーの第1部分を光センサーの方へ反射する。コントローラーが光センサーからの測定信号を受け、レーザーエネルギーの第1部分の量を計算する。次に、コントローラーがレーザー源を調整して、所定位置で所定量のレーザーエネルギーを得るように、光デバイスから反射するレーザーエネルギーの第1部分と関係があるレーザーエネルギーの損失を補正する。
(もっと読む)
オートクレーブ工法による材料の結合方法及び結合構造
【課題】異種材料であっても接着剤やビスや釘等の留具を使用せずとも二つの部材同士を良好な見栄えで結合して一体化でき、一定厚の製品を製作可能で、不良品率を効果的に低下させ得るオートクレーブ工法による材料の結合方法及び結合構造を提供する。
【解決手段】被結合部材6,7,8同士をバギングフィルム2で被覆して気密シールする工程と、被結合部材を封入したバギングフィルム2内を減圧脱気する工程と、脱気したバギングフィルム内に収容された被結合部材をオートクレーブの加工槽4内において加熱すると共に加圧して被結合部材の接合部同士を密接させて互い結合させる工程を経る。
(もっと読む)
積層板の製造方法
【課題】積層板材料を供給する装置部位の空間制約による設置領域の不足と材料供給作業の困難さを解消し、生産効率を高める。
【解決手段】積層巻取装置1において、金属箔とフィルム状基材を積層させながらロール状に巻き取ることによりロール状多層ワークを形成し、巻出装置2の各シャフトにロール状多層ワークをセットし、ダブルベルトプレス装置3のライン速度に合わせてシャフトからロール状多層ワークを引き出し、引き出されたロール状多層ワークを連続的にダブルベルトプレス装置の連続ベルト間に挿入し、ロール状多層ワークをラミネート成形する。また、ロール状多層ワークを形成する際、外側の金属箔を、内側の金属箔との巻き径差分、弾性変形領域内で伸ばしながら巻き取る。
(もっと読む)
マイクロ流管チップの製造方法
【課題】 流管の閉塞や流度断面積の変化を防止でき、かつ接着ムラによる気密性の低下を阻止できるマイクロ流管チップの製造方法を提供する。
【解決手段】表面に流管となる細長状の溝11、31が形成された第1の平板部材1、3と、第1の平板部材の表面に対向して配設された第2の平板部材2、4とを互いに対向表面同士を重ね合わる。次いで、第1の平板部材又は第2の平板部材の一方と一体に溝の両側部外方において、それぞれ溝に沿うとともに、他方の平板部材に向けて突条に形成された縦断面三角形状のエネルギーダイレクタ14、34を先端部から溶融し、この溶融部をエネルギーダイレクタの基端部又はエネルギーダイレクタの先端部に対向して配設された他方の平板部材のエネルギーダイレクタの対向部表面に形成された凹部13、43内に流入させた後に、硬化させることによって、第1の平板部材と第2の平板部材とを一体化させ、溝による流管を形成する。
(もっと読む)
ラミネート装置及びラミネート方法
【課題】埃等に対する有効な対策を施したラミネート装置を提供することを課題とする。
【解決手段】搬送経路を搬送される被記録媒体Aの記録面上にラミネート層を形成するラミネート処理を行うために、ラミネート材Bを被記録媒体Aを覆うように積層して所定の速度で搬送しつつ加熱圧着する圧着部40と、ラミネート材Bを前記圧着部40に対して被記録媒体Aの記録面側から供給するラミネート材供給部20と、被記録媒体Aを前記圧着部40に対して供給する搬送機構Tとを備え、前記ラミネート材供給部20から前記圧着部40へ供給されるラミネート材Bの速度が前記所定の速度よりも遅い状態から前記所定の速度になる際に、所定長さのラミネート材Bが空送りされることを特徴とする。
(もっと読む)
レーザー溶着体
【課題】複雑な工程を経ることなく、簡便に調製された部材を一度のレーザー溶着工程で一体化でき、しかも外観や溶着強度に優れ、樹脂特性を損なわないレーザー溶着体を提供する。
【解決手段】レーザー溶着体は、ポリアミド樹脂、ポリカーボネート樹脂及びポリプロピレン樹脂から選ばれる少なくとも1種類の前記熱可塑性樹脂とレーザー光弱吸収剤とを少なくとも含有することにより、940nmのレーザー光に対する吸収係数εjを200〜8000(1/cm)とし、レーザー光の少なくとも一部を吸収しつつ別な一部を透過させてもよいレーザー光弱吸収性成形部材1・2が、単一であって曲げられて少なくとも一部分を重ね合わされたまま、又は複数であって夫々の少なくとも一部分で重ね合わされたまま、そこへ照射されたレーザー光の一部を吸収し該レーザー光の別な一部を透過することによる発熱で、溶着されている。
(もっと読む)
車両用内装材の製造方法
【課題】 表皮材をシートパッドに能率的に、しかも皺が寄ることなく接着することができるようにする。
【解決手段】シートフレーム2、シートパッド(図示せず)及び表皮材5を組付ける。このとき、表皮材5のシートパッドに接着すべき裏面には、ホットメルトフィルム(図示せず)を予め固定しておく。受け型11の受け面11aにシートフレーム2を載置する。その後、熱型12を下方へ移動させて、その下面12aを表皮材5に所定の力で押し付ける。熱型12は、予め所定の温度に加熱されており、ホットメルトフィルムを表皮材5を介して加熱溶融する。その後、溶融したホットメルトフィルムを固化させることにより、表皮材5をシートパッドに接着する。
(もっと読む)
複合成形体の製法およびそれによって得られる複合成形体、並びにそれを用いた化粧料容器
【課題】上記高価な金型を用いることなく、金属薄膜層を除去した後、2つの樹脂成形体を接着するようにした複合成形体の製法と、それによって得られる複合成形体、並びにそれを用いた化粧料容器を提供する。
【解決手段】下蓋11の表面に形成された金属薄膜層10のうち、その周縁部の少なくとも相対向する2個所の部分をレーザ照射によって除去した後、上記下蓋11に、透明な天蓋12を重ね、上記天蓋12の上から、両者の重なり部のうち少なくとも上記金属薄膜層10の除去部を含む重なり部に超音波をかけて、両者を接着一体化するようにした。
(もっと読む)
レーザー溶着用樹脂組成物およびそれからなる成形品
【課題】レーザー光線透過率が高く、耐衝撃性、耐熱性、耐冷熱性、レーザー溶着性に優れ、特に欠損部を伴うような成形品での耐冷熱性、さらに超急冷時の耐冷熱性を有するレーザー溶着用樹脂組成物を提供すること。
【解決手段】(A)ポリブチレンテレフタレート系樹脂50〜99重量%と、(B)ポリカーボネート樹脂1〜50重量%を配合してなり、さらに(A)成分および(B)成分の合計量100重量部に対して、(C)スチレンとブタジエンとの共重合物であるスチレン系エラストマを1〜25重量部、ならびに(D)無機充填材および有機系充填材から選択される少なくとも1種を1〜200重量部配合してなり、かつ(A)成分と(B)成分が構造周期0.001〜0.4μmの両相連続構造、または粒子間距離0.001〜0.4μmの分散構造を形成していることを特徴とするレーザー溶着用樹脂組成物。
(もっと読む)
レーザー溶着用樹脂組成物、レーザー溶着方法および樹脂成形品
【課題】レーザー透過性および成形性の双方に優れるレーザー溶着用樹脂組成物を提供する。
【解決手段】樹脂成分として、実質的にポリトリメチレンテレフタレートのみを含むレーザー溶着用樹脂組成物である。
(もっと読む)
繊維強化熱可塑性樹脂複合材の接合方法
【課題】繊維強化熱可塑性樹脂複合材の接合方法であって、接合部の機械的強度が低下することのない、接合方法を提供すること。
【解決手段】
繊維強化熱可塑性樹脂複合材Aと繊維強化熱可塑性樹脂複合材Bを、両者の接合部を溶着することによって接合させるに際し、複合材Aの接合部にあらかじめ1以上の突起を形成せしめ、一方、複合材Bの接合部を予熱し軟化させ、複合材Aの突起を複合材Bの軟化した接合部に押し込み、次いで、複合材Aと複合材Bの接合部を加熱溶融して一体化させることからなる繊維強化熱可塑性樹脂複合材の接合方法。
(もっと読む)
レーザ溶着方法
【課題】蓋の中央部の反りを抑制できると共に、押え部材の交換回数の低減を図ることができるレーザ溶着方法を提供する。
【解決手段】蓋2の外縁だけでなく内側、つまりレーザ溶着が行われる外側と内側の両方を押え部材3にて押えつける。具体的には、端押え部3aと中央押え部3bを結合部材3cにて一体とした押え部材3を用いる。このような押え部材3にて蓋2を押えると、レーザ溶着を行ったときに接合凸部1dを視点として蓋2が反ったりしない。このため、蓋2の中央位置が膨らんでしまったりすることを防止することができる。
(もっと読む)
141 - 160 / 283
[ Back to top ]