
Fターム[4F211TC01]の内容
プラスチック等のライニング、接合 (31,000) | 接合の部位 (2,109) | 面の接合 (1,190)
Fターム[4F211TC01]の下位に属するFターム
Fターム[4F211TC01]に分類される特許
81 - 100 / 283
樹脂成形体の接合方法および樹脂接合体

【課題】熱可塑性樹脂成形体同士を、気密性、耐圧性、機械的強度、寸法精度、外観形状などの品質を確保しつつ接合する方法および該方法により得られた接合体を提供する。
【解決手段】熱可塑性樹脂成形体同士を超音波溶着により接合する方法であって、上記超音波溶着される接合部の断面は、一方が凸形状2aで、他方が上記凸形状2aの凸部に嵌合できる凹形状3aで、かつ上記凸形状2aの凸部先端幅が上記凹形状3aの凹部底面幅よりも大きい形状であり、上記凹形状3aの凹部内側面の少なくとも一方の側面に凹部底面幅を凹部上面幅よりも狭くする方向の傾斜面を有し、該凸部側面で超音波溶着されてなり、上記凸部先端面のエッジ部と、上記凹部内側面の傾斜面とが点接触で当接して、該当接部位より超音波溶着を開始する。
(もっと読む)
樹脂材の溶着方法及び溶着装置

【課題】溶着後の両樹脂材の寸法精度が確保でき、なおかつ過剰なレーザ光照射による接合強度の低下を防止できる樹脂材の溶着方法および溶着装置を提供する。
【解決手段】レーザ光9に対して透過性のある樹脂材1と、レーザ光9に対して吸収性のある樹脂材2とを重ね合わせると共に、前記レーザ光透過性の樹脂材側1よりレーザ光9を照射して前記樹脂材同士を溶着する方法において、前記レーザ光9の照射中における前記両樹脂材1,2の接近速度の低下に基づいて、前記レーザ光9の照射を終了させる。
(もっと読む)
樹脂材のレーザー溶着方法
【課題】 樹脂材のレーザー溶着方法における溶着不良率を低減すること。
【解決手段】 頂点が光透過性樹脂材製蓋22に接する突条23を光吸収性の側壁20の上端面21A、21Bに形成する。突条23の高さを0.03〜0.08mmに制限する。これにより、クラックを減らして溶着不良率を低減することができる。
(もっと読む)
マイケル付加組成物を使用する方法
【課題】基体を接着し、フォームを形成し、エラストマーを形成するための官能性混合物の使用方法の提供。
【解決手段】硬化反応として潜在的に有用な1つの化学反応マイケル付加により硬化される組成物を用いる基体を接着するための方法、フォームを形成するための方法、およびエラストマーを形成するための方法であり、少なくとも1つの多官能性マイケル供与体と、少なくとも1つの多官能性マイケル受容体、及び強塩基触媒、を含む官能性混合物の層を第1の基体上に適用する工程と、更なる基体を1つ前記混合物に接触させる工程により、ラミネートを製造する方法。
(もっと読む)
航空機の複合材製構造体の製造方法及びその構造体
【課題】航空機用の複合材製構造体に含まれる導電性部材に起因する、航空機の無駄な重量増加をなくす。
【解決手段】構造体を製造する方法は、複合材からなる基材10の表面に少なくとも1の導電性部材3を取り付け、導電性部材3の一部又は全部に通電して発熱させることによって、成形及び/又は組立を行う工程(P2、P3)を行い、それらの工程によって形作られた構造体に含まれる導電性部材3の一部又は全部を、航空機において耐雷、防除氷及び電磁干渉シールドの少なくとも一の機能を得るための部材とする。
(もっと読む)
樹脂皮膜形成方法
【課題】本発明の課題は、接着剤を介して基材に樹脂フィルムを貼り付ける際に、樹脂フィルムと接着剤との接着性を向上させることにある。
【解決手段】本発明に係る樹脂皮膜形成方法は、樹脂等フィルム作製工程、流延工程、被覆工程及び加熱工程を備える。樹脂等フィルム作製工程では、樹脂及び/又は樹脂前駆体を含有する第1樹脂等溶液1から所定厚みの樹脂等フィルム11が作製される。流延工程では、第1樹脂等溶液中に含有される樹脂及び/又は樹脂前駆体と同一の樹脂及び/又は樹脂前駆体を含有する第2樹脂等溶液1が基材2又は樹脂等フィルム上に所定厚みで流延される。被覆工程では、基材又は樹脂等フィルム上に流延された第2樹脂等溶液が乾燥される工程を経ることなく第2樹脂等溶液の上に樹脂等フィルム又は基材が被せられる。加熱工程では、第2樹脂等溶液及び樹脂等フィルムが加熱される。
(もっと読む)
両面単針アンダースティッチ縫製法
本発明は、強化装置を用いてサンドイッチ構造を強化するための強化プロセスに関する。カバー層は、繊維・プラスチック複合体より成っていて、心材は硬質ポリマーフォーム材より成っている。コア材に貫通孔を形成する作業は、強化構造部を設ける作業から時間的にずらして実施される。フック、グリッパ又は針によって貫通孔が設けられた後で、強化構造部が上方運動によってサンドイッチ構造内にもたらされる。次いで、針、グリッパ又はフックが縫い方向で次の刺入孔内にガイドされ、この際に、上側に位置する強化構造部と下側に位置する強化構造部との間で強化材を絡ませるようにした。 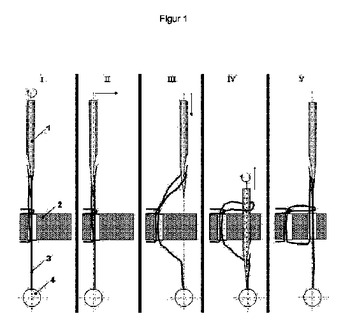 (もっと読む)
(もっと読む)
一軸延伸されたプラスチックテープからなるコーテッドファブリック、およびそのファブリックから製造される袋
コーテッドファブリック(11,11')は、一軸延伸されたポリマーテープ(12a,12b)、特に、ポリオレフィンまたはポリエステルテープ、好適には、ポリプロピレンまたはテレフタル酸ポリエチレンからなるファブリック(12)を備える。ファブリック(12)は、熱可塑性材料からなる密封層13に被覆されており、当該材料の融点は、ファブリックテープ材料の結晶子融点よりも低い。コーテッドファブリック(11,11')は、熱風溶接、超音波溶接、加熱工具による溶接、または、赤外線溶接またはレーザービーム溶接に最適である。  (もっと読む)
(もっと読む)
レーザー溶着方法
【課題】接合した樹脂部材に色が付くことを防ぐと共に、高価なレーザー光吸収材の使用量を減らして大幅にランニングコストを削減する。
【解決手段】重合した溶接すべき樹脂部材1、2の上面に、合わせ面にレーザー光吸収材5を付着させた2枚一組のレーザー光に対する透過性を有するシート状部材3、4を重ねる。更に該シート状部材3、4の上に加圧パレット6を重ね加圧した状態において、該加圧パレット6の上方からレーザー光8を照射し、レーザー光吸収材5を発熱させる。そしてこの熱のシート状部材4への伝導を通して両樹脂部材1、2の接合面を溶融する。
(もっと読む)
接合方法、接合体および配線基板
【課題】2つの基材同士を、高い寸法精度で強固に、かつ低温で効率よく接合可能であるとともに、2つの基材間に導電性を有する層を形成可能な接合方法、2つの基材同士を高い寸法精度で強固に接合してなり、導電性を有する層を備える接合体、および、かかる接合体を備えた信頼性の高い配線基板を提供すること。
【解決手段】本発明の接合方法は、第1の基材21上に、導電性成分を含むプラズマ重合膜3を形成し、第1の被着体41を得るとともに、別途、第2の基材22(第2の被着体42)を用意する工程と、プラズマ重合膜3と第2の基材22とが密着するように、第1の被着体41と第2の被着体42とを重ね合わせて、仮接合体5を得る工程と、仮接合体5中のプラズマ重合膜3に対して紫外線を照射することにより、プラズマ重合膜3と第2の基材22とを接合するとともに、プラズマ重合膜3に導電性を発現させて、接合体1を得る工程とを有する。
(もっと読む)
接合方法、接合体、液滴吐出ヘッドおよび液滴吐出装置
【課題】2つの被着体同士を、高い寸法精度で強固に、かつ低温で効率よく接合可能な接合方法、2つの被着体同士を高い寸法精度で強固に接合してなる接合体、かかる接合体を備えた信頼性の高い液滴吐出ヘッド、およびかかる液滴吐出ヘッドを備えた液滴吐出装置を提供すること。
【解決手段】本発明の接合方法は、第1の基材21上に、プラズマ重合膜3を形成し、第1の被着体41を得るとともに、別途、第2の基材22(第2の被着体42)を用意する工程(第1の工程)と、プラズマ重合膜3と、第2の被着体のプラズマ重合膜を備えない面とが密着するように、第1の被着体41と第2の被着体42とを重ね合わせて、仮接合体5を得る工程(第2の工程)と、仮接合体5中のプラズマ重合膜3に対してエネルギーを付与することにより、仮接合体5を接合して、接合体1を得る工程(第3の工程)とを有する。
(もっと読む)
接合方法、接合体、液滴吐出ヘッドおよび液滴吐出装置
【課題】2つの被着体同士を、一部の領域において選択的に、高い寸法精度で強固に、かつ低温で効率よく接合可能な接合方法、2つの被着体同士を一部の領域において選択的に、高い寸法精度で強固に接合してなる接合体、かかる接合体を備えた信頼性の高い液滴吐出ヘッド、およびかかる液滴吐出ヘッドを備えた液滴吐出装置を提供すること。
【解決手段】本発明の接合方法は、第1の基材21と第2の基材22(第2の被着体42)とを用意し、第1の基材21上にプラズマ重合膜3を形成して第1の被着体41を作製する被着体準備工程と、プラズマ重合膜3と第2の被着体42とを密着させるように、2つの被着体41、42を重ね合わせて仮接合体5を得る積層工程と、仮接合体5のうち、一部の所定領域310に対して選択的にエネルギーを付与することにより、所定領域310において仮接合体5を部分的に接合し、接合体1を得るエネルギー付与工程とを有する。
(もっと読む)
透湿性積層シートの製造方法、透湿性積層シート用ホットメルト接着剤組成物及び透湿性積層シート
【課題】 透湿性を持つ微多孔性ポリオレフィンフィルムと、通気性を持つ各種基材(不織布、織布、割布、メッシュ、ネット、フェルト、紙、布等)とを、ホットメルト接着剤を用いて積層して、防水性、耐候性、耐熱性を有する透湿性積層シートを製造する方法および該積層に際して好適に使用されるホットメルト接着剤を提供する。
【解決手段】 特定の条件で測定した温度90℃における、溶融粘度が100,000mPa・s以上であるスチレン系ブロック共重合体含有ホットメルト接着剤を、前記条件における溶融粘度が50,000mPa・s以下となる溶融状態で用い、微多孔性ポリオレフィンフィルムと通気性基材とを接着する、また、そのような特性を有する接着剤とする。
(もっと読む)
筒状シュリンクラベル、筒状シュリンクラベル付き容器およびこれらの製造方法
【課題】炭酸ガスレーザー光で溶着してなる生産性に優れる筒状シュリンクラベルを提供する。
【解決手段】縦一軸延伸した熱収縮性基材フィルムを延伸方向の所定サイズに切断してラベルを切り出し、前記ラベルを筒状に成形して前記切断した両端を重ね、前記重ね部を炭酸ガスレーザー光で溶着することを特徴とする。筒状シュリンクラベル熱収縮率および接着強度に優れる。
(もっと読む)
レーザ樹脂溶着装置およびレーザ樹脂溶着方法
【課題】 確実性と安全性を備え、ハンディータイプにも対応可能なレーザ樹脂溶着装置を提供する。
【解決手段】 レーザ光透過性を有する第1の樹脂部材3と、レーザ光吸収性を有する第2の樹脂部材4とを接触させ、レーザ光で接触面を溶融させて接合するレーザ溶着装置であって、レーザ光を射出する射出部17Aと、ここで射出されたレーザ光を溶着箇所の方向に導く導光部12、22と、この導光部に嵌合してレーザ光の射出方向に摺動する摺動部と、前記導光部と前記摺動部とのあいだに介在しレーザ光の射出方向に弾性を有する弾性部材16と、この弾性部材16が所定量圧縮されたことを検知するセンサー21と、センサー21の出力に基づいてレーザ光を発生するレーザ発生源6とを備えた。
(もっと読む)
インパルス式ヒートシーラー
【課題】ヒーターを加熱するための電源トランスを小型化することができ、コストを抑制可能なインパルス式ヒートシーラーを提供する。
【解決手段】被シール物のシール部を圧着した状態でヒーターHにより加熱することでシール部を熱融着して封緘するインパルス式ヒートシーラーであって、電源トランス4と、電源トランス4の1次側4aに設けられる第1スイッチS1と、電源トランス4の2次側4bに配置され、電源トランス4により充電可能なコンデンサーCと、コンデンサーCとヒーターHにより形成される閉回路中に設けられる第2スイッチS2と、第1スイッチS1のオンによりコンデンサーCへの充電を行い、第1スイッチS1をオフにし第2スイッチS2をオンにすることでコンデンサーCを放電させヒーターHの加熱を行うヒーター制御部50と、を備えた。
(もっと読む)
結晶性樹脂成形体の接着方法
【課題】難接着性結晶性樹脂成形体を、充分な接着力をもってしかも簡便に接着する方法を提供する。
【解決手段】結晶性樹脂成形体同士あるいは結晶性樹脂成形体と他の部材とを熱硬化性接着剤を用いて接着させるに際し、成形体の接着面に接着成分を浸透させる工程を経た後もしくは浸透させる工程とともに接着剤の硬化処理を実施する。成形体を接着成分に浸漬させる工程が、接着成分が硬化しない状態で、60℃以上で1時間以上浸漬する。
(もっと読む)
接合方法、接合体、液滴吐出ヘッドおよび液滴吐出装置
【課題】2つの部材同士を、高い寸法精度で強固にかつ効率よく接合可能な接合方法、2つの部材同士を高い寸法精度で強固に接合してなる接合体、かかる接合体を備えた信頼性の高い液滴吐出ヘッド、およびかかる液滴吐出ヘッドを備えた液滴吐出装置を提供すること。
【解決手段】本発明の接合方法は、2つの基材2の表面上に、それぞれプラズマ重合膜3を形成する工程(第1の工程)と、プラズマ重合膜3の表面に紫外光を照射して、表面を活性化させる工程(第2の工程)と、活性化させた表面同士を密着させるように、2つの基材2同士を貼り合わせ、接合体1を得る工程(第3の工程)と、この接合体1を加熱しつつ加圧する工程とを有する。このうち、プラズマ重合膜3は、ポリオルガノシロキサンを主材料として構成されているのが好ましい。
(もっと読む)
流路デバイス用基板の接合方法および流路デバイス
【課題】プラスチック材料により製造され、表面に流路を有する流路デバイス用基板の接合方法において、熱プレス、超音波による熱融着や接着剤を用いる接合方法では接合できない材料に対して、より効果的な流路デバイス用基板を接合する方法を提供すること。
【解決手段】表面に流路を有する第1の流路デバイス用基板と、第1の流路デバイス用基板の流路を有する面に密着する面を有する第2の流路デバイス用基板とを接合する方法であって、第1の流路デバイス用基板及び/又は第2の流路デバイス用基板がプラスチック材料からなり、第1の流路デバイス用基板と第2の流路デバイス用基板との間に、プラスチックフィルムを介在させて、熱融着にて接合する工程を有する流路デバイス用基板の接合方法。
(もっと読む)
樹脂製インテークマニホールドの製造方法及び製造装置
【課題】 サージタンク部内に挿入部材が配置された樹脂製インテークマニホールドを製造する場合に、挿入部材を、サージタンク部内において振動溶着によって構成部材に対し強固に固定できるようにする。
【解決手段】 挿入部材40を左側構成部材20の内部に配置するとともに、左側及び右側構成部材20、30を下側及び上側治具81、80にそれぞれ保持する。サージタンク部2の吸気取入孔10からサージタンク部2の内部に挿入したスライド治具82により、挿入部材40をサージタンク部2内において支持する。その後、左側構成部材20の溶着部及び挿入部材40の溶着部を、右側構成部材30の溶着部に押し付けるとともに、上側治具80を振動させることにより、左側構成部材20の溶着部及び挿入部材40の溶着部を、右側構成部材30の溶着部に振動溶着する。
(もっと読む)
81 - 100 / 283
[ Back to top ]