
Fターム[4F211TD09]の内容
プラスチック等のライニング、接合 (31,000) | 結合構造 (1,495) | 接合面の構造 (1,331) | 段つぎ (9)
Fターム[4F211TD09]に分類される特許
1 - 9 / 9
繊維強化樹脂と金属との接合構造、及び繊維強化樹脂と金属との接合方法
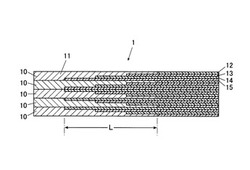
【課題】ステップ状接合面を多段化することはもちろん、ステップ状接合面を介して交互に重なる繊維強化樹脂層及び金属層を薄い総厚内でも多層化することが容易であり、平面や任意の曲面をもった形状を構成することもできる接合構造及び接合方法を提供する。
【解決手段】本接合構造は、ステップ状接合面を構成する端部が当該端部の端面方向に向かって段階的に薄くなるステップ状構造に形成された金属材11と、ステップ状構造上を端部でフラットに埋めるように積層された繊維強化樹脂複合材12−15とからなる要素10を一枚として、ステップ状構造が厚み方向に重なるように複数枚積層され、金属材と繊維強化樹脂複合材とが接着されるとともに、隣接する要素10,10同士が重ね合わせ面で接合されてなる。金属材11、11同士は溶接される。
(もっと読む)
電子装置の表面材料の外観的同時除去

本発明は、複数の要素を接続することにより構築された構成部品上の外観的仕上げを行うことを目的とする。この接続された要素に、機械加工又は研磨加工などの単一の製造過程を適用して、要素の一部又は全部から材料を除去するとともに、構成部品の個々の要素間の接触面にわたって滑らかかつ連続的な表面を形成することができる。場合によっては、構成部品要素の材料に基づいて材料除去処理の設定を調整することができる。例えば、各要素材料の製造特性又は機械的特性に基づいて設定を調整することができる。 (もっと読む)
定着ベルト用基体及びその製造方法、定着ベルト及びその製造方法、並びに、定着装置
【課題】経時における静電オフセットの発生を防止して耐久性をいっそう向上させた定着ベルト用基体を低コストで提供する提供する。
【解決手段】ポリイミドで構成されたシートαの両端部α11,α21の互いに異なる面に設けられた薄肉部α1,α2同士を接合して形成したポリイミド円筒体βを有する定着ベルト用基体10において、前記ポリイミド円筒体βの外表面に、3〜10μm厚の導電性塗膜εが設けられているものとする。
(もっと読む)
樹脂の溶着方法およびこれを使用したタンク製造方法
【課題】溶着時間を短縮させ、尚かつ溶着品質をより安定化させる。
【解決手段】所定値よりも波長の長いレーザ光L2と、所定値よりも波長の短いレーザ光L1とを当該樹脂の溶着対象部分22に照射する。例えば、波長の短いレーザ光L1として半導体レーザ光を用い、波長の長いレーザ光L2としてYAGレーザ光またはCO2レーザ光を用いることができる。樹脂ライナ20を対象とする場合、波長の長いレーザ光L2を樹脂ライナ20の外側から、波長の短いレーザ光L1を樹脂ライナ20の内側からそれぞれ照射することが好ましい。また、レーザ光が照射される部分の温度ないしはレーザ光照射量を測定装置50により測定し、測定結果に基づいて当該レーザ光の照射量を調整。
(もっと読む)
繊維強化プラスチック複合部材の継手構造
【課題】
継手部に剪断力が作用した場合にも、繊維強化プラスチック部材の接合面を剥離、又は補強層を剥離する力が作用しない様にし、繊維強化プラスチック部材の継手強度を向上させる。
【解決手段】
芯材3を挾み、表裏に繊維強化プラスチック層4,5を設けた複合部材同士を交差する方向に接合する継手構造に於いて、一方の複合部材1に溝11を形成し、該溝に他方の複合部材2の端部を嵌合させ、前記一方の複合部材と前記他方の複合部材間に掛渡り第1の布状繊維材6を設け、該第1の布状繊維材にプラスチックを含浸させて第1の補強層7を形成した。
(もっと読む)
弾性履帯の製造方法及びこれを用いた加硫成形装置
【課題】強固に加硫接着することができる弾性履帯の製造方法及びこれを用いた加硫成形装置を提供する。
【解決手段】帯長手方向において加熱ゾーンHと冷却ゾーンCとに区画された金型8によって帯長手方向の一端部を未加硫または半加硫のままにして帯状ゴム様体7を加硫成形する。このあと、この帯状ゴム様体7の一端部に形成された未加硫または半加硫状態の接合面14をそれと同じ帯状ゴム様体71または他の帯状ゴム様体72の未加硫または半加硫となっている帯長手方向の他端部に接合させて加硫接着する。この単一または複数の前記帯状ゴム様体7の一端部と他端部同士を互いに一体化するようにして製品を構成する。上記の製造方法において、帯状ゴム様体7の接合面14と製品の外面となる製品外面2Aとの境界線Bを冷却ゾーンC内でかつ加熱ゾーンHから離れたところに位置させた状態で当該接合面14を帯状ゴム様体7の他端部に加硫接着させる。
(もっと読む)
表皮貼り込み装置
【課題】縫合ラインの位置が一定の表皮貼り込み製品を容易に得ることができる表皮貼り込み装置の提供を目的とする。
【解決手段】表面に接着剤の塗布された基材が載置される基材載置面42を有する基材載置台41と、基材載置面42に載置された基材の接着剤塗布表面の上方と他の位置間を移動可能とされ、基材の接着剤塗布表面の上方位置では、基材の接着剤塗布表面を少なくとも一部残して覆うと共に上面には表皮が載置されるカバー体71と、基材の接着剤塗布表面の上方に位置するカバー体71の上面に載置されてカバー体71で覆われていない接着剤塗布表面上に位置する表皮の表面に、接近および離間可能とされて表皮の表面に当接した状態で表皮をずらした際に表皮の段差部位が当たることにより縫合ラインの位置決めを行う刃52が形成されたブレード51とを設けた。
(もっと読む)
接合部材製造方法、無端状接合ベルト、定着ユニット、中間転写ユニット、画像形成装置、及び、シート接合装置
【課題】単純な構成でありながら、幅が広いシートの貼り合わせを行っても貼り合わせ部の厚さ斑がなく、かつ、高い接着強度が発現する接合部材製造方法を提供する。
【解決手段】1枚のシートの異なる端部同士、あるいは、異なるシートの端部同士を接着して接合部材を得る接合部材製造方法において、熱硬化型接着剤が塗布された端部に、他の端部を貼り合わせた後、該熱硬化型接着剤の硬化温度に加熱して接合する際に、該貼り合わせ部を、該貼り合わせ部の一方の面から着磁体からなる第1の固定部材と、他方の面に配置された着磁体または磁性体からなる第2の固定部材とで挟んだ後、前記熱硬化型接着剤の硬化温度に加熱する接合部材製造方法。
(もっと読む)
合成樹脂部材の接合構造及び接合方法
【課題】 接着作業が簡単であり、液密性が確実に保たれる合成樹脂部材の接合構造及び接合方法を提供する。
【解決手段】 一方の合成樹脂部材1の開口端部2に他方の合成樹脂部材6の差込端部7嵌め合い公差をもって差し込むとともに、上記嵌め合い公差面に周方向に連続する液貯溝4,9を設け、この液貯溝と外部とを結ぶ注入路8を形成し、この注入路から上記液貯溝に溶液型接着剤10を注入し、この接着剤を嵌め合い公差面に充填して接合させる
(もっと読む)
1 - 9 / 9
[ Back to top ]