
Fターム[4F211TD12]の内容
プラスチック等のライニング、接合 (31,000) | 結合構造 (1,495) | 接合面の構造 (1,331) | 重ね合わせ (739) | 巻きこみ (13)
Fターム[4F211TD12]に分類される特許
1 - 13 / 13
環状浮玉の製造方法および環状浮玉
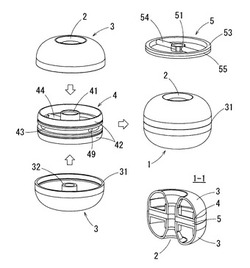
【課題】水洗トイレなどに使用される、プラスチックの中空成形体による環状浮玉を製造する方法および環状浮玉を提供する。
【解決手段】二つのプラスチック半割成形体3を接合して環状浮玉1を製造する方法において、中心部には管状貫通孔41が設置され、外周部には上下両方向に張り出すフランジ42と、該上下フランジ42の外側中央全周に接合樹脂充填溝43とが設置され、さらに該接合樹脂充填溝43と前記管状貫通孔41とを連結する接合樹脂注入路44が設置され、かつ前記フランジ42の外面と管状貫通孔41の内面とは、プラスチック半割成形体3の内面に嵌合可能にされている中板4を、二つのプラスチック半割成形体3の内部に配置し、この両半割成形体3の外周接合部31と中板4の接合樹脂充填溝43とが合致するように嵌合し、金型内に配置し型締めした後、溶融接合樹脂を環央孔2より充填し、硬化ることを特徴とする環状浮玉1の製造方法。
(もっと読む)
表皮加飾成形品

【課題】真空成型や加圧成形により成形基材の被装飾面に加飾表皮材を被覆する場合に、金型からの離型時に成形基材から加飾表皮材の端末が常時確実に剥がれないように構成可能にする。
【解決手段】加飾表皮材5により成形基材4の被装飾面4a側を被覆して構成する場合、成形基材4における加飾表皮材5の表皮端末部5aが貼着される表皮端末貼着部6に引き込み凹溝7を形成して、引き込み凹溝7内に加飾表皮材5の表皮端末部5aの一部を引き込んだ状態で表皮端末貼着部6に加飾表皮材5の表皮端末部5aを貼着して構成した。更に、表皮端末貼着部6を、成形基材4の裏面側端縁部に形成することにより、加飾表皮材5の表皮端末部5aが成形基材4の裏面側に巻き込まれた状態で貼着されている。
(もっと読む)
スプリングの製造方法及び製造装置
【課題】Sバネとシートバックフレームとの金属同士が擦れ合って異音を発するのを防止するため、Sバネの末端部分の樹脂加工を自動化したスプリングの製造方法、及び製造装置を提供する。
【解決手段】樹脂チューブとして横断面がC型の樹脂チューブ部材を用い、前記樹脂チューブ部材を前記スプリングの末端部分に被せた後、樹脂チューブ部材の長手方向の端面を重ね合わせ、前記重ね合わせ部分に対して超音波溶着を行なうことを特徴とするスプリングの製造方法及び製造装置。
(もっと読む)
圧着装置
【課題】圧着成形時におけるトリム本体と表皮セットガイドとの干渉の回避を図る。
【解決手段】表皮セットガイド8は、トリム本体Tと表皮Sとの圧着貼合時に、下動手段13により上端縁がトリム本体Tと非接触となる位置にまで下動され、トリム本体Tの表面と表皮セットガイド8の上端縁との直接干渉が回避される。
(もっと読む)
基材の表面に表皮材を貼り合わせた複合成形品の製造装置
【課題】一台の製造装置により複数種類の複合成形品の木目込みと耳部の処理を行う。
【解決手段】下段回転ドラム5を多角形に形成してこの各面に成形品受け治具7を取り付けると共に上段回転ドラム35を多角形に形成して前記各成形品受け治具7と対となる成形品押え治具43を取り付ける。更に各成形品受け治具7側には、木目込み装置11と耳部折り返し装置12を設け、ドアトリム100の形態ごとに形状の違うものを用意し、この形態に合わせて下段回転ドラム5と上段回転ドラム35を回転させることで成形品受け治具7と成形品押え治具43を選択して一台の装置で形態の違う4枚のドアトリム100の表皮材102の木目込みと耳部折り返し加工を行うことができるようにする。
(もっと読む)
溶着装置、先端被覆管状体および溶着方法
【課題】管状体の厚みにかかわらずフィルムを管状体の外周に溶着して管状体の開口を閉塞でき、かつそのフィルムが管状体から剥離され難くすることができる。
【解決手段】管状体23aが、先端を加熱体保持用凹部14の内底面14aに向け、そして、外周面を加熱体12の内周面に向け、軸方向に凹部14の開口側から加熱体12の内部に挿入される。管状体23aの挿入によってフィルム16が管状体23aの先端から外周面に沿った形状とされる。加熱体12によって管状体23aの外周面ではフィルム16と管状体23aとが重ねられて加熱され、管状体23aの外周面において、フィルム16が溶着される。フィルム16の溶着部分から管状体挿入方向とは反対方向の側へ延びる部分に張力を掛ければ、溶着と同時的に、加熱体12の管状体挿入方向とは反対方向の側の端(溶着部分と非溶着部分との境界)でフィルム16の溶断が行なわれる。
(もっと読む)
表皮付部品設置部構造
【課題】主に、芯材に貼着された表皮材の形状を容易且つ確実に整え得るようにする。
【解決手段】芯材2と、この芯材2よりも大き目に形成された表皮材3とを備えて、芯材2の表面2aに表皮材3を貼着すると共に、芯材2の裏面2b側に表皮材3の端末部4を廻り込ませて貼着することにより表皮付部品1を構成し、この表皮付部品1を車体部に取付け、或いは、表皮付部品1に取付部品を取付けてなる表皮付部品設置部構造において、車体部の表皮付部品1に対する取付部分、または、表皮付部品1に対する取付部品の取付部分の少なくとも一方に、芯材2の裏面2b側に貼着された表皮材3の端末部4を押えて表皮材3の形状を整える表皮押用突起部31を設けるようにしている。
(もっと読む)
長尺体接続装置および乗客コンベア用移動手摺
【課題】 完成したループ体に発生する段差や残留応力を減少させることができる長尺体接続装置および完成したループ体である乗客コンベア用移動手摺を得る。
【解決手段】 長尺体接続装置において、長尺体の端部を挿入する開口部を有する金型の端面側と、長尺体の端部を溶融する加熱部側との間にあって、この長尺体を保持する保持部におけるキャビティの延在方向と交差する断面の面積を、端面側および加熱部側における保持部の断面と平行する断面の面積より小さくする。
(もっと読む)
筐体の製造方法および金型
【課題】2種類の部材を強固に一体化しながらも筐体の小型化および薄型化ができる筐体の製造方法を提供する。
【解決手段】第1の融解点を有する第1の材料にて形成される第1の部材5と、第1の融解点より低い第2の融解点を有する第2の材料から形成される第2の部材6とを有する筐体100の製造方法において、第1の部材5の端部5aが折り曲げられ当該端部5aが第2の部材6の内部に埋没する埋没箇所Zと、第1の部材5および第2の部材6が互いに一方の面のみにて接合する接合箇所Yとを連続して形成し、第1の部材5の端部5aの折り曲げ方向は、第1の部材5の接合箇所Yにおける第2の部材6との接合方向とし、第1の部材5の端部5aの折り曲げ開始位置5cは、埋没箇所Zと接合箇所Yとの境界位置Wにて形成するものである。
(もっと読む)
ステッチ縫合装飾製品の製造方法およびその方法で製造されたステッチ縫合装飾製品
【課題】疑似縫合部の形状ばらつきが生じにくく、より簡単に製造することが可能な、ステッチ縫合装飾製品の製造方法、ならびに当該製造方法によって製造されたステッチ縫合装飾製品を得る。
【解決手段】基礎表皮貼付工程P1では、表皮シート4を、当該表皮シート4同士の縫合部5を含む表皮縫製部分10と、当該縫合部5を含まない一般表皮部分11と、で分割してモデル3に貼り付け、ステッチ形成工程P6では、表皮縫製部分10と一般表皮部分11との境界に対応する境界対応部13に後付けステッチ12を施す。
(もっと読む)
化粧パネルの製造方法
【課題】パネルの表面のみならず、パネルの長手方向側面および短手方向側面をも化粧シートでラミネートされ、表面には縦横の化粧溝が刻設された化粧パネルの製造方法を提供する。
【解決手段】化粧パネルAを製造する方法であって、四側面に実結合部11、12と表面に化粧溝13、14とが設けられた基材1に反応性ホットメルト接着剤5を介して化粧シート2を接着するラミネート工程と、金型8により建材の形状に熱圧するホットプレス工程と、上記金型8を冷却するコールドプレス工程とからなり、ラミネート工程後基材1の表面に接着した化粧シート2を実結合部11、12を覆う大きさに裁断するとともに、ホットプレス工程において上記化粧シート2で四側面の実結合部11、12を巻き込んで接着し、コールドプレス工程において上記反応性ホットメルト接着剤5を固化してなる化粧パネルの製造方法。
(もっと読む)
自動車用内装部品の製造方法
【課題】樹脂基材とその表面に積層される加飾材とからなる積層構造体における端末処理方法であって、均一な加熱処理が行なえるとともに、巻込み時にシワや蛇行等の外観不良を回避でき、美麗な端末処理が行なえる。
【解決手段】積層構造体20,100の巻込みシロ26,123の端末処理方法であって、巻込みユニット70における巻込みコマ71の端面71bに真空吸引力を作用させて、巻込みシロ26を吸着保持した状態でヒーター81による加熱処理を施し、加熱ムラをなくすとともに、加熱軟化処理後は巻込みコマ71により巻込みシロ26を吸着保持しながらテンションを加えつつ、本体裏面側に巻込み処理することで、シワの発生を可及的に防止でき、美麗な製品外観を確保する。
(もっと読む)
縦長形状体のための継ぎ構造
本発明は、エラストマー、特に架橋および/または熱可塑性エラストマーと、少なくとも1つの補強層と、採用随意に少なくとも1つの引張支持体(3)とを備え、かつ、少なくとも1つの補強層の2つの末端が少なくとも1つ接合箇所(2)に配置されている、少なくとも1つの接合箇所(2)を有するコンベアシステムのためのエンドレスベルト形引張要素(1)に関する。挿入部品(6)が接合箇所(2)においてその2つの端部の間に配置され、引張要素の縦方向伸長部に対して角度αで隣接配置され、更に少なくとも1つの補強層の末端は挿入部品(6)と重なり合う。 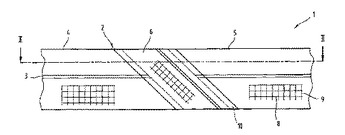 (もっと読む)
(もっと読む)
1 - 13 / 13
[ Back to top ]